北京培峰技术有限责任公司官方网站!
英文站



新闻中心
使用Al2O3纳米流体对Hardox 500钢进行硬钻时的微量润滑和微量冷却润滑的评估
访问量:
66
摘要
本研究的工作提供了基于Ranque-Hilsch涡流管的微量冷却润滑和使用涂层硬质合金钻头对Hardox 500钢(49-50 HRC)进行硬钻时的微量润滑性能的实验评估。Al2O3纳米颗粒悬浮在包括水基乳液和米糠油在内的基液中,以增强冷却和润滑效果。研究了由钻进推力,表面粗糙度,表面轮廓和微观结构以及刀具磨损组成的响应变量,并使用方差分析来评估在微量润滑和微量冷却润滑条件下输入的加工参数。本文的结果表明,与使用/不使用纳米流体的微量润滑和使用纯流体的微量冷却润滑相比,使用Al2O3纳米流体的微量冷却润滑可提供更好的加工性能,并具有更好的表面质量和更低的推力。此外,基于优化结果,进行了验证实验,以研究更多钻削推力,切屑形态和刀具磨损。
介绍
机加工是按照技术要求将工件切成最终形状和尺寸的各种过程之一。其中,钻孔过程在产生孔洞中起着重要作用。接触区的热耗散和高摩擦通常会限制钻削操作中的切削性能。切削温度高和切削力增大会导致刀具寿命和表面质量急剧下降,但可以通过使用大量切削液进行冷却来改善切削性能。钻孔过程中通常会使用工业切削液来注入泛滥冷却液,但这会带来不利的影响。钻头可减少摩擦,延长刀具寿命,提高速度和进给以及表面粗糙度,并有助于弹出切屑。对环境的影响,这已成为现代工业中最大的问题之一。因此,已经研究和开发了减少环境负荷以实现环境友好的制造过程的要求。在加工中减少金属切削液被认为是解决该问题的有效方法。在许多建议的替代解决方案中,主要研究了在干燥,压缩冷空气和微量润滑(MQL)条件下的钻孔过程。并归类为环保加工方法。干钻是指不使用切削液的机械加工,但是它面临一些技术问题,包括刀具快速磨损,莳萝钻头和加工表面的热劣化等。Díaz-Álvarez等人估计了使用TiAlN涂层硬质合金工具对Ti6Al4V合金进行干钻时的热效应。结果表明,由于没有冷却和润滑介质,在与钻具的接触和切削温度高的瞬间,加工表面的材料达到了最高温度。Z Zhu等人建立了新的三维(3D)示意图,以完全理解Ti6Al4V合金干钻中的切屑形成和形态。实验结果表明,进给速度在切屑宏观形态上比切削速度更重要。切屑的长度随着进给量的增加而减小,而随着切削速度的增加几乎保持不变。P Haja Syeddu Masooth和V Jayakumar7研究了三种不同涂层(TiN,AlCrN和TiAlN)在5052级铝合金的干钻工艺下对孔表面光洁度的影响。作者指出,TiAlN涂层工具具有更好的孔表面光洁度,更低的磨损率和更高的生产率。FM Bordin和RP Zeilmann8使用硬质合金工具进行了干钻实验,该工具涂有TiAlN和三种配置的工具(削尖,用磨料刷抛光,并用后表面精加工处理)。结果表明,切削刃的制备对加工孔的表面完整性有很大影响。但是,干钻的机械加工性能很低,并且始终需要使用高级钻具,而注满润滑技术会导致环境和健康问题以及处理用过的切削液的高成本。
因此,低温和微量润滑条件是克服干式和淹没式加工缺点的有前途的解决方案。S Joshi等人开发了一种新方法来预测切削速度和推力,分层和表面粗糙度的进给速度,从而对碳纤维增强聚合物(CFRP)进行干式深冷钻削时的分层因子。本文的结果表明,与干切削相比,在低温条件下的钻孔显示出表面质量的显着改善。B Tasdelen等人[1]比较了齿轮钢钻孔中的溢流,带乳液的MQL和压缩空气冷却。结果表明,MQL和空气冷却下的刀具磨损要比使用乳胶的溢流条件低,但空气冷却下的刀具磨损要比MQL的大。此外,作者还指出,与空气冷却相比,MQL中的表面粗糙度更好,切削力更低。事实证明,MQL条件可提供更好的润滑效果,而空冷则具有良好的冷却特性。AT Kuzu等人[10]研究了MQL条件下深孔钻进过程的热模型。从获得的结果来看,在凿子边缘处的热通量最大,这表明沿着切削唇从凿子到钻头周边的趋势逐渐减小。G Le Coz等人11还研究了在Ti6Al4V钛合金的MQL钻孔和干磨中测量切削温度。结果表明,该测量系统非常灵敏,可以更准确地反映切削温度。S Niketh和GL Samuel12研究了在干燥,潮湿和MQL条件下微织构工具的钻孔性能。在这项研究中,作者使用了在凹槽和边缘处具有微纹理的钻孔工具来减小滑动摩擦。发现该工具比具有推力减小的非纹理化工具更有效。发现微织构钻具切削性能的改善是在切削状态下接触长度减少和微池润滑作用形成的潜在机理。此外,由于更好的冷却和润滑效果,在潮湿和MQL条件下,主要影响加工孔质量的毛刺形成似乎很少。MQL情况下无效的冷却速度是造成回滚型毛刺的主要原因,这是MQL技术的主要缺点,特别是由于切削区域产生大量热量而导致的硬加工。13-15为了发展MQL技术,使用悬浮在基础流体中的纳米颗粒是一种有前途的解决方案,并已引起了很多研究人员的关注。16-19SS Chatha等人[20]研究了纳米流体最小量润滑(NFMQL)下铝6063的钻孔性能)条件下使用高速钢(HSS)工具。结果表明,与其他冷却液润滑条件相比,NFMQL显着延长了刀具寿命,并降低了钻井扭矩和推力,这是由于纳米颗粒的滚动作用和出色的冷却性能所导致的接触面摩擦力的降低。此外,作者还指出,消除了切屑和毛刺可提高孔的表面质量并减少刀具磨损。在使用HSS工具对SKD11工具钢进行端铣削时,也报道了类似的观察结果。21 R Rosnan等人[22]研究了使用纳米流体的MQL对硬质合金钻头钻孔镍钛合金性能的影响。结果表明,Al2O3纳米流体有利于提高刀具的耐磨性,并由于滚动效应以及在接触区形成摩擦膜而降低涂层硬质合金钻头的钻头推力。相反,MQL纳米润滑剂仅适合在10–20µm / min的切削速度内控制刀具的磨损率。此外,发现在MQL纳米流体条件下的钻削与在淹没条件下加工难切削材料相比,在表面质量和未涂层钻头的刀具寿命方面无效。相反,事实证明,MQL方法的冷却效果很差,这是主要缺点,并且由于切削区产生的大量热量而限制了其在硬加工中的适用性。16因此,用于难加工的硬加工的替代方法近年来,人们已经研究和开发了可切割材料,以找到技术和经济的解决方案,这不仅引起研究人员而且引起了全球制造商的日益关注。与普通钢相比,Hardox 500钢可减轻重量并延长零部件的使用寿命。
钢材类型证明,硬度和韧性的独特结合使Hardox可以在许多工业应用中充当承载部件,并且可以将设计结构设计为同时具有耐磨性,坚固性和轻便性。但是,金属切削过程在使用普通切削工具和干燥条件下进行时会遇到挑战,这限制了生产率并增加了加工成本。最近,NFMQL23-26和最小量冷却润滑(MQCL)27-31被认为是克服MQL技术的主要缺点即低冷却性能的有前途的解决方案。他们给出了辅助难加工材料的新型替代加工技术,但是几乎所有在MQCL条件下进行加工的研究都使用了具有冷却性能的乳液基流体,该乳液具有MQL方法的辅助功能。因此,关于使用不同纳米流体的MQCL的研究是最新的课题,并且将给出令人鼓舞的结果。
O Gutnichenko等人[32]最近在MQCL条件下研究了基于石墨蔬菜的纳米流体对硬车削的影响。所获得的结果表明,由于纳米颗粒所产生的组合中的摩擦减少以及MQCL技术所产生的冷却增强,使得车削性能大大提高。PQ Dong等人33研究了使用MoS2纳米流体在SKD11工具钢的硬铣削中的MQCL性能。结果表明,通过使用MoS2纳米流体可增强冷却和润滑效果,由此显着减少了白层的形成和燃烧痕迹,因此改善了表面质量。
简要回顾之后,可以得出结论,研究MQCL在难以切削的材料(如Hardox 500钢)的硬质钻孔中的性能研究报道很少。因此,作者对Hardox 500钢(49–50 HRC)的MQCL硬钻进行了研究。此外,本研究还研究了使用Al2O3纳米流体的MQCL性能,然后在钻孔推力,表面粗糙度,表面微观结构和工具磨损方面与NFMQL和干燥条件进行了比较。这也是基于Ranque–Hilsch涡流管[34]原理应用MQCL的首次尝试,该涡流管用于将普通压缩空气中的冷热气流与MQL技术结合使用,以产生冷却和润滑效果。本研究中提出的方法属于一种环境友好的加工过程,适合于可持续生产。
材料和方法
实验装置
硬钻实验的建立模型如图1所示。实验在Mazak垂直中心smart 530C上进行。使用住友电工(日本制造)的多钻MDS127SK硬质合金钻头,该钻头带有TiAlCN涂层(图2)。冷却和润滑系统包括名称为NOGA MiniCool MC1700的MQL设备,名称为Frigid-X Sub-Zero Vortex工具冷却雾系统(由Nex Flow™生产)的MQCL设备,压缩空气,压力稳定设备,米糠油,5%(重量)的乳化油和Al2O3纳米颗粒。测量设备包括用于表面粗糙度的SJ-210 Mitutoyo,用于表面形貌的KEYENCE VHX-6000数字显微镜以及用于切削力的奇石乐石英三分量测力计9257BA。使用苏州东吴恒球石墨烯技术有限公司生产的Al2O3纳米颗粒。平均晶粒尺寸为30 nm(图3)。在这项研究中,使用尺寸为150 mm×100 mm×15 mm的Hardox 500钢(49–50 HRC)。Hardox 500钢的化学成分和力学性能如表1和表2所示。为了在米糠油和水基乳液的基础液中形成1.0 wt%的Al2O3纳米颗粒均匀分布,将具有纳米添加剂的基础液置于由JP SELECTA生产的Ultrasons-HD超声波发生器在40 kHz时具有600 W的超声波脉冲持续6 h,并直接用于MQL和MQCL系统。23
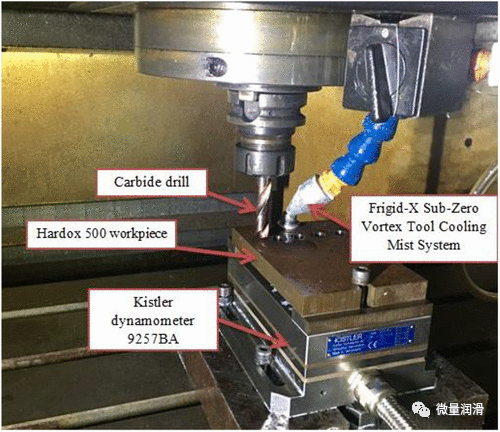
图1.实验设计
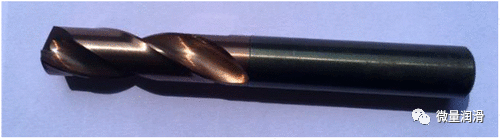
图2.多钻MDS127SK硬质合金钻
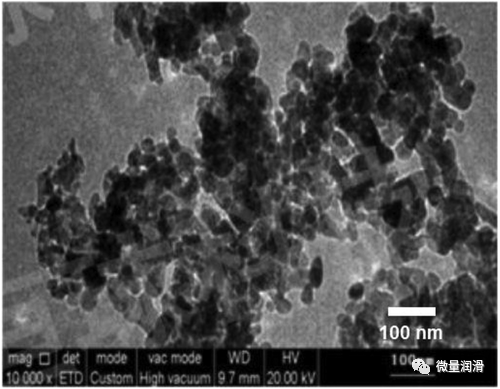
图3. Al2O3纳米颗粒的TEM图像


表1. Hardox 500钢的化学成分

表2. Hardox 500钢的机械性能
钻探实验是按照阶乘设计2k-p进行的,其中有五个变量(k = 5)。表3给出了控制因素及其水平。实验设计为
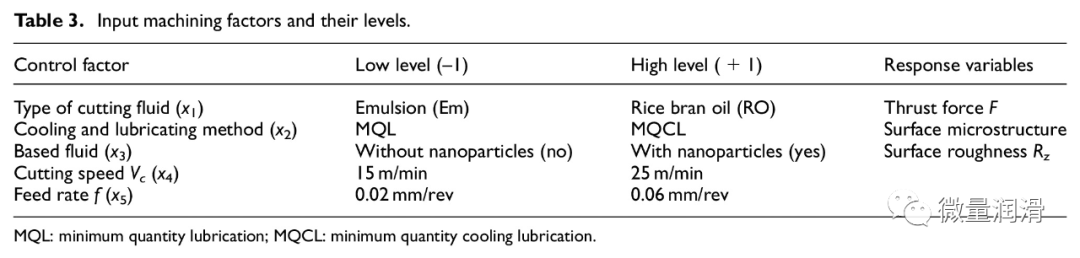
表3.输入的加工因子及其水平
Minitab 18.0软件用于25-2III2III5-2的实验设计。表4显示了具有试运行顺序和响应变量的实验设计。MQL和MQCL系统的气压为6 Bar,流速为30 mL / h是固定的。对于24–27°C的室温,MQCL喷嘴的输出冷空气温度约为4–8°C。每个实验试验在相同的加工参数下重复三遍。
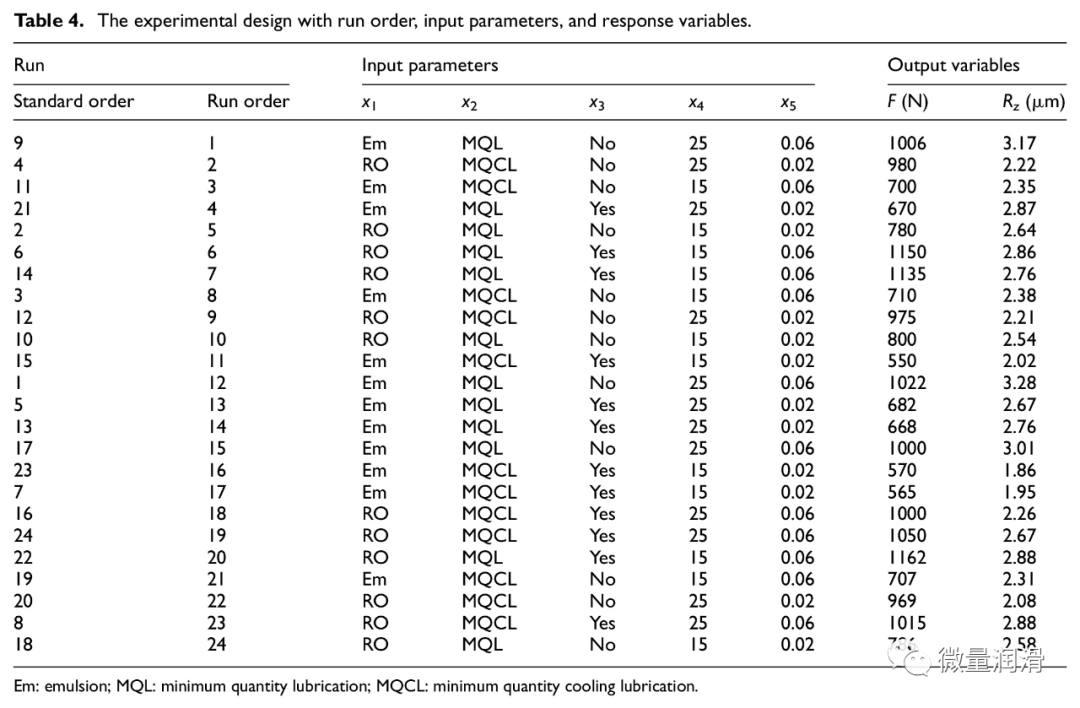
表4.具有运行顺序,输入参数和响应变量的实验设计
结果和讨论
对钻孔推力F的影响
使用Minitab 18软件以95%的置信度(即5%的显着性水平)分析实验数据。输入的加工参数对钻进推力的影响由等式(1)给出,确定系数(R2)等于99.80。方差分析(ANOVA)的结果在附录1中的表5中给出。用于评估变量对轴向力影响的帕累托图如图4所示,研究变量对钻井推力值的影响如图5所示。5,
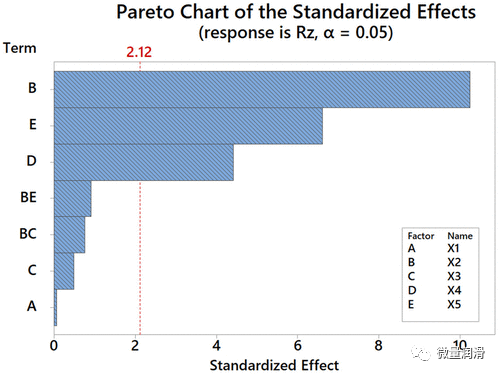
图4.研究变量对钻孔推力F影响的帕累托图
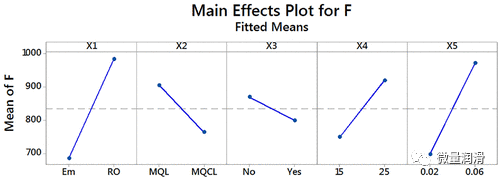
图5.研究变量对钻孔推力F值的影响
钻孔推力F的回归函数由下式给出:

从图4的帕累托图可以看出,所有研究变量的值都超过了参考线,这意味着它们对钻进推力F的影响很大。每个输入加工参数的影响程度由其系数反映在等式(1 )。该结论具有科学和实践意义,因为流体类型,冷却和润滑方法(MQL和MQCL),纳米颗粒和切削条件对Hardox 500钢的硬钻加工过程具有重要影响。
附录1表5中的ANOVA结果表明,方程(1)中所研究的参数及其相互作用的p值小于显着性水平α= 0.05,因此具有很大的影响力。回归模型由等于99.80的确定系数(R2)进行判断,这意味着所获得的模型是合适的。
在输入的加工参数中,流体类型(1)(x1)和进给速率(5)(x5)影响最大,其次是纳米颗粒(3)(x3)和冷却润滑方法(2)(x2)。因此,当需要控制切削力时,应修改流体类型和进给速度。
2x2×3x3(冷却和润滑方法和纳米颗粒)和2x2×5x5(冷却和润滑方法和进料速率)的相互作用具有显着影响,如式(1)和图4所示。
输入参数对钻进推力F(图5)的影响如下:
流体类型(1)(x1)的影响:5%乳液时的切削力小于米糠油。原因是,与乳化液相比,米糠油具有较高的粘度,使其难以进入切削区域,并且由于降低了硬钻过程的切削温度,因此其冷却和润滑性能降低。点火温度,适合先前的研究16
冷却和润滑方法的效果(2)(x2):由于冷却效果更好,MQCL的性能优于MQL。
纳米粒子(3)(x3)的影响:与使用纯流体的情况相比,使用纳米流体会降低轴向钻孔力,这表明Al2O3纳米流体的润滑性能更好.16,19,27
切削速度(4)(x4)和进给速度(5)(x5)的影响:轴向钻孔力F随着切削速度和进给速度的增加而增加。
从输入参数的影响分析来看,为了降低钻进推力F,应采用乳化液,MQCL,Al2O3纳米流体,切削速度Vc = 15 m / min和进给量0.02 mm / rev的组合。。
对表面粗糙度Rz的影响
从几何学上讲,钻孔是一个复杂的过程,传统上被归类为粗加工过程。通常在螺纹加工,攻丝,镗孔,铰孔等之前执行。因此,对加工孔质量的要求不高,因此作者使用了表面粗糙度标准Rz。
使用Minitab 18软件以95%的置信度(即5%的显着性水平)分析实验数据。输入的加工参数对表面粗糙度Rz的影响由等式(2)给出,确定系数(R2)等于91.39。方差分析的结果在附录1的表6中给出。用于评估变量对表面粗糙度值的影响的帕累托图如图6所示,所研究变量对表面粗糙度值的影响如图7所示。
图6.研究的变量对表面粗糙度Rz的影响的帕累托图
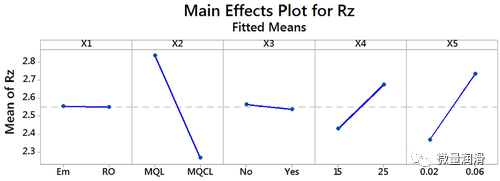
图7.研究变量对表面粗糙度Rz值的影响
表面粗糙度Rz的回归函数由下式给出:

钻孔后,通过电火花线切割加工将样品切割成横截面,然后在KEYENCE VHX-6000数字显微镜下对其进行检查(图8)。图9显示了加工参数对硬钻孔过程中表面轮廓和微结构的影响。

图8.加工孔的横截面,以研究表面轮廓和微观结构
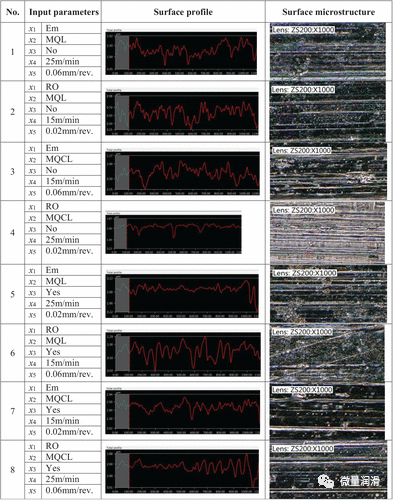
图9.按照实验设计的加工孔的表面轮廓和微观结构
从图6的帕累托图来看,在研究的变量中,冷却和润滑方法的影响最大,其次是进给速度和切削速度。流体类型和Al2O3纳米颗粒也与冷却和润滑方法有相互作用,但对表面粗糙度Rz的影响很小。
附录1表6中的ANOVA结果表明,所研究的参数的p值小于α= 0.05,因此会产生很大的影响。通过确定系数(R2)等于91.39来判断回归模型,这意味着所获得的模型是合适的。
从图9可以看出,所有研究的参数都对表面粗糙度Rz,表面轮廓和表面微观结构有很大影响。通常,Rz值和表面微观结构良好,并且满足粗加工的要求。
输入变量对表面粗糙度Rz的影响(图7)如下:流体类型,冷却和润滑方法,纳米颗粒,切削速度和进给速率对表面粗糙度的影响与前面提到的钻进推力的影响相似。冷却和润滑方法,切削速度和进给速度对Rz值有很大影响。为了降低表面粗糙度Rz的值,应使用MQCL,切削速度Vc = 15 m / min和进给速度0.02 mm / rev的组合。
多重优化结果
钻孔推力和表面粗糙度Rz的优化图如图10所示。
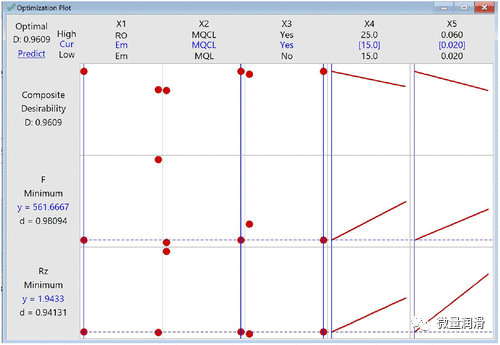
图10.优化图
从多重优化结果来看,使用基于乳液的纳米流体的MQCL具有15 m / min的切割速度和0.02 mm / rev的进给速度。为了获得生产率和质量特征,可以提高切割速度和进给速度。需要进一步研究以更准确地评估切屑形成,刀具磨损和刀具寿命。
Hardox 500钢的切削加工性研究
目的是通过切屑形成,刀具磨损和刀具寿命来评估Hardox 500钢钻孔过程的可加工性。实验设置与“实验设置”部分相同,并在MQCL条件下使用纳米浓度为1.0 wt%的Al2O3乳液基纳米流体进行。切削速度为20μm/ min,进给速度为0.04μmm/ rev(研究范围的平均值)。该图显示了每次测量7.5µmin时钻进推力与切削时间之间的关系,如图11所示。切屑形态和侧面磨损分别如图12和13所示。
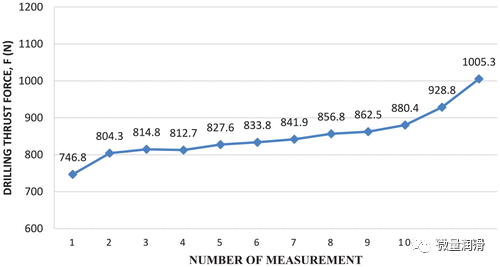
图11.钻孔推力F和切削时间之间的关系

图12.使用Al2O3纳米流体在MQCL下的切屑形态:(a)连续切屑,(b)未与前刀面接触的切屑表面,以及(c)与前刀面接触的切屑表面
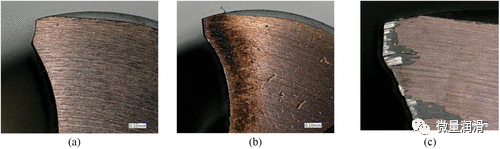
图13.在使用Al2O3纳米流体和干燥条件下的MQCL下的侧面磨损:(a)新鲜切削刃的侧面,(b)在使用Al2O3纳米流体的MQCL下20 min后的侧面,以及(c)在干燥条件下20分钟后的侧面
尽管Hardox 500钢具有较高的硬度(49–50 HRC),但也具有延展性和韧性。因此,由于高水平的塑性变形特性(图12(b)和(c)),在芯片表面上形成了折叠的长条带(图12(a))的连续芯片,这也使芯片断裂过程变得困难。
新鲜的钻孔工具如图13(a)所示。从图13(b)可以清楚地看到,在使用20%切削量的纳米流体在MQCL下使用1 wt%的MQCL硬质合金钻头的侧面出现了烧伤区域,磨损区很小。烧伤痕迹是由于切削液着火附着在侧面上引起的。相反,即使在相同的切削条件和时间下,在干燥条件下的磨损面积也很大(约0.25-0.3mm)。磨损方式主要是凹坑,刀具寿命结束。在使用Al2O3纳米流体的MQCL下,刀具寿命约为90 min,而侧面磨损(VB)的临界值为0.3 valuemm.14
结论
在这项研究中,使用ANOVA进行实验设计来研究输入加工变量的影响,这些变量包括基础流体类型,冷却和润滑方法(MQL和MQCL),Al2O3纳米颗粒,切削速度和进给速率对钻进推力的影响Hardox 500钢(49–50 HRC)的硬钻加工中的表面粗糙度,表面粗糙度和表面微观结构。然后,进行多次优化,以预测最佳加工参数,从而提供技术指导和研究方向。
在这项工作中,使用MQCL设备Frigid-X次零涡旋工具冷却雾系统来创建冷气流以提高冷却性能,该系统已成功应用于使用涂层硬质合金工具的硬钻中。这是研究使用Al2O3纳米流体的新型MQCL性能的第一项实验工作,并且还与MQL技术进行了比较,以证明Hardox 500钢(一种难切削的材料)在硬加工中的有效性。
与使用纯流体的MQL和MQCL相比,在使用乳液型流体和Al2O3添加剂的MQCL技术的情况下,表面粗糙度和微观结构得到改善。据报道,使用Al2O3纳米流体对MQCL进行冷却润滑有显着改善。
基于多次优化结果,进行了验证实验,不仅具有更深的了解,而且还研究了切屑的形态和刀具磨损。结果表明,通过切屑形态和侧面磨损的显着降低,可以观察到使用Al2O3纳米流体对MQCL的更好的冷却和润滑性能。因此,在切削速度为20μm/ min和进给速度为0.04μmm/ rev的情况下,刀具寿命大大延长至90μmin,这比干燥条件下的寿命长约4.5倍。
极高的耐磨性一直是Hardox钢的典型性能。如今,它比以往任何时候都更加坚韧,能够承受沉重的冲击而不会永久变形或破裂。因此,它以难以切割的材料分组。将MQCL与纳米流体一起应用到使用涂层硬质合金刀具的硬钻工艺中,有助于改善Hardox 500钢的机械加工性能,同时保持良好的表面质量和刀具寿命。这将是一种有前途的可持续加工解决方案。
根据获得的结果,结合使用基于乳液的纳米流体的MQCL方法,其切割速度为15μm/ min,进给速度为0.02μmm/ rev,可得出较低的表面粗糙度Rz和钻孔推力F。相反,在满足技术要求的同时,可以使用外部喷雾而不是制造商建议的内部喷雾,这有助于简化机床和钻头并降低制造成本。在进一步的研究中,需要进行更多的研究来关注其他参数的影响,例如纳米粒子浓度,切割温度和MQCL参数。
附录1
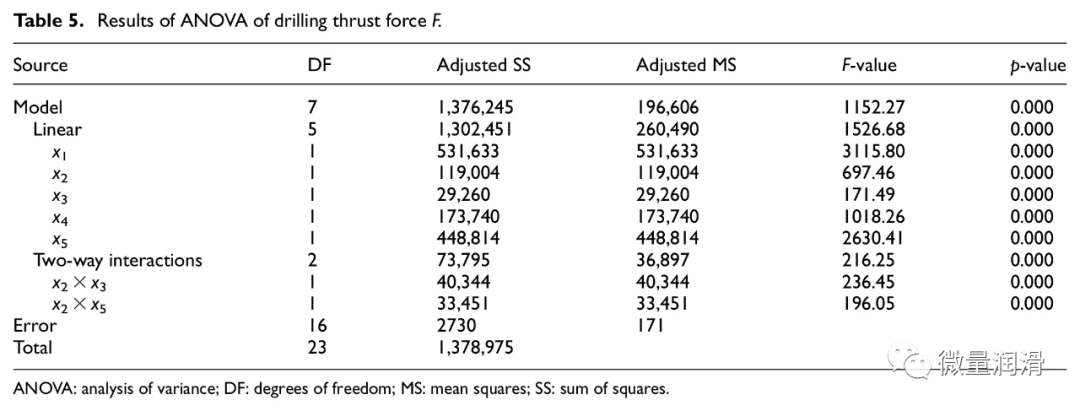
表5.钻孔推力F的方差分析结果
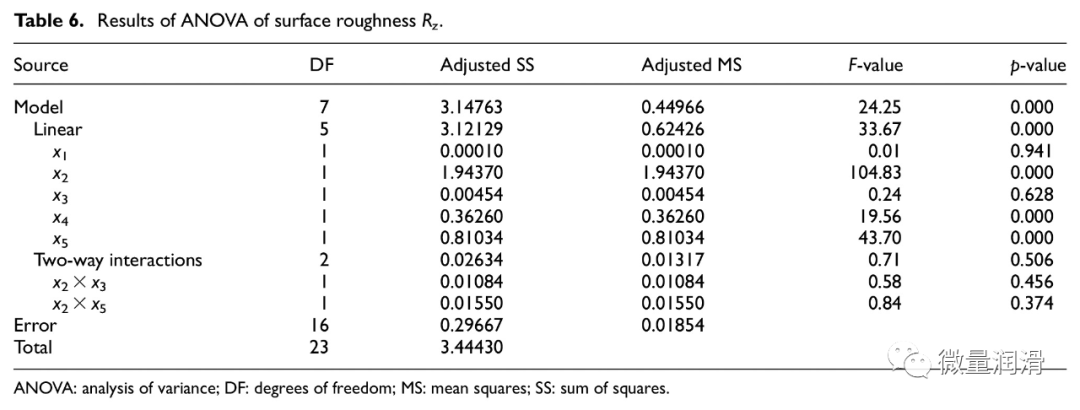
表6.表面粗糙度Rz的ANOVA结果







在线留言