北京培峰技术有限责任公司官方网站!
英文站



新闻中心
铝合金材料微量润滑准干式铣削与湿切、干切的比较
访问量:
97
铝合金铣削
微量润滑装置
压缩空气压力: 0.25MPa
压缩空气消耗: 0.2cm3/min
铣削采用刀具:
铣刀: WC, d=10毫米
工艺参数:
铣削速度: 314m/min
进给:0.1mm/齿
轴向铣削深度:7.5毫米
径向铣削深度:5毫米
磨损情况对比(图片)
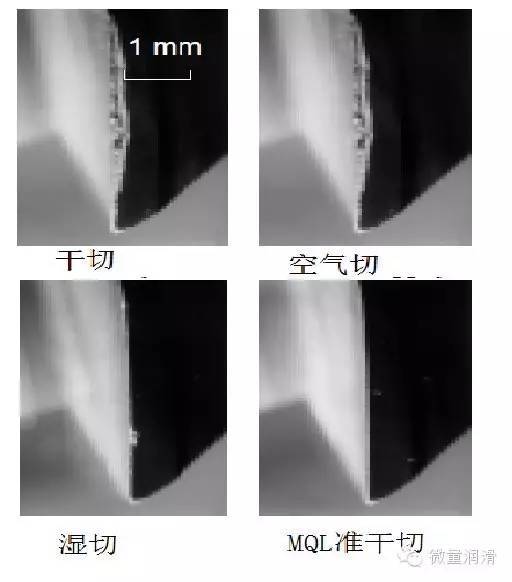
可见,干切和压缩空气冷却铣削时铣刀磨损很快,微量润滑准干切与湿切时情形差不多。







在线留言