北京培峰技术有限责任公司官方网站!
英文站



新闻中心
冷空气与微量液体冷却对端铣削的影响
访问量:
25
关键词:环境问题,洪水冷却剂,热冲击,微量润滑,冷空气冷
摘要:现代机械加工公司不断面临着质量和成本压力的挑战,以及全球对影响机械加工零件制造的社会和环境问题的日益增长的认识。为了使公司在未来保持竞争力和可持续发展,他们需要开发新的技术,以减少制造业对环境的影响。传统观点认为,在铣削过程中使用洪水冷却剂来减少刀尖的热冲击是必要的,因为间歇冷却会增加这种效果。由于这个原因,磨削更适合干燥,在工具尖用非常少的切削液,特别是碳质合金工具的尖。微量润滑(MQL)在应用于末端铣削操作时的实验并不确定有效,其原因被认为是从切割区散热无效。本文提出的研究代表了初步的实验,涉及开发一种合适的方法替代大量的切削流体的铣削。从切削试验中发现,完全消除切削液并不实际:最有希望的结果是结合冷空气和少量植物油得到的。
-
介绍
机械加工过程包括以切屑的形式从工件中去除不需要的材料,这是制造的主要方法之一。根据蔡尔兹等人的说法,国家的财富可以通过他们对机械加工的投资来判断。然而,由于高度依赖传统的液体切削液来延长工具的使用寿命,因此导致了环境、生态、健康和成本问题。众所周知,由于流体的初始成本和流体的最终处置成本,在金属切削过程中使用的传统液体冷却剂占机加工成本的17%。这表明,制造业迫切需要寻找机械加工技术,以减少冷却剂的使用量,或完全消除它们。选择以确定冷却方法的有效性的加工参数是基于刀尖制造商的建议。本研究使用了一个单点铣刀来帮助分析由于多种刀具尖端的联合中间切削作用而引起的切削作用。
通常的末端铣削工艺使用大量的液体冷却剂,液体冷却剂用于增加工具寿命和提高工件表面光洁度。不幸的是,即使认识到上述的好处,一个更环保的工具冷却方法是探寻。简单地减少使用的冷却剂量并不是一个可行的解决方案,因为在刀具尖端的切割作用是间歇性的,刀具尖端的热冲击会增加。为了将热冲击的后果降到最低,需要一种冷却方法来消除在整个切割周期中产生的热量。
许多替代的冷却方法已经被试验,以帮助提高加工性能,并取得了一些成功。其中一种方法被称为微量润滑(MQL),这是一个极少量的润滑剂被压缩空气喷到刀具上。与车削相比,在末端铣削中使用MQL的文章很少。MQL面临的挑战是证明工具寿命与传统的洪水冷却相兼容。在车削加工试验中,冷空气(涡流管)和MQL已经证明提高了刀具寿命、切割力、表面光洁度和切屑形状。本文研究了一种新的冷却方法,即刀具不断被冷空气包围,并加入MQL以减少切削摩擦。很少有报道冷空气或MQL辅助端铣削,M.Rahman等人的一篇研究论文,研究了一种使用液雾和空气的新型冷却系统的设计。结果表明,在一定的切割条件下,该冷却系统的性能优于传统的洪水冷却剂。例如,通过这种新的冷却方法获得的刀具磨损被发现低于在低进料速率和低切割速度下的洪水冷却剂。在较高的进料速率下,工件的平均表面粗糙度较低,并且在较高的切割速度下,工件的平均表面粗糙度与洪水冷却剂的平均表面粗糙度兼容。以往的研究[5]表明,干切削力大于洪水冷却剂或冷冻空气冷却方法。本研究旨在证明不同方法在1040钢高速端部铣削过程中延长刀具寿命的有效性和适用性。采用田口法[6]对实验过程制定策略,优化实验参数。这是通过使用在切割试验中使用的切割参数的正交阵列来完成的。
-
切割试验和设置
金属切割试验包括利德韦尔立式加工中心(V-30)、基斯特勒三分量测功计(9257BA型)和功率分析仪上的横河CW140夹具。一个入口压力为85psi的Airtx涡旋管(20008型)提供-5度冷冻空气。所使用的压缩空气由车间空气管道供应。MQL微量润滑系统雾化金属切割润滑剂并分配到切割区,该系统的工作原理与喷雾相同,允许润滑剂由单一空气源喷洒,从而允许调整输送到切割区的润滑剂量。采用传统的乳化切削液(Cocol超切削)进行湿式加工,所有试验选择的刀具为Sandvik单尖端工具(R390-012A16-1L)和涂层碳化钨插入件(R390-11T3 08M-PL1030)。在所有试验期间使用的所有冷却喷嘴都保持在距离工具约25毫米。为了避免刀具跑完对侧翼磨损的影响,并简化了试验的分析。工件被夹在测功计上,测力计又固定在垂直铣削中心的机床上。然后将切割力记录在计算机的硬盘上,以供以后进行分析。图1显示了切割测试设置。
金属切割试验采用三种冷却条件进行;冷却空气(CA)、微量润滑(MQL)和结合微量润滑的冷却空气(CA+MQL)。最佳实践切割路径用于生产机加工面,确保刀具尖端沿着刀具路径不断去除70%的材料。在图2所示的位置,记录每个加工面的切割力和功率。

图1。加工装置
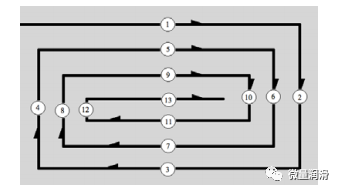
图2。刀具路径
在本研究中,应用于切割边缘的刀具失效标准为:
- 灾难性的故障或局部切割。
- 侧面磨损大于0.4或全边缘断裂。
- 工具力和切割力的剧烈变化。
用工具制造显微镜加工后检查所有工具尖的磨损情况,并用便携式手写笔型表面粗糙度测试仪测量工件的表面粗糙度。
-
结果和讨论
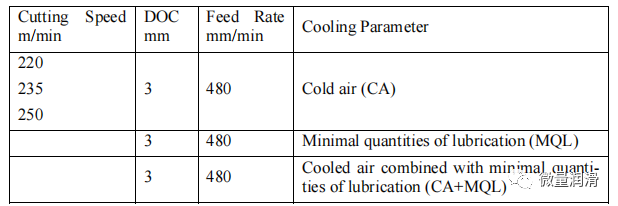
我们选择了本研究中使用的切割条件(见表1)来反映典型的工作环境,以确定生产中冷却参数的有效性。
表1。切割试验设置
为了证明冷空气与MQL结合在生产中的成功性,首先有必要测量在极端操作切割条件下的磨损。传统的干式磨削和洪水铣削用于设置冷却过程的基准点,因为它们是两个极端位置。M.Rahman等人之前进行的研究。al.[7]已经证明MQL与洪水冷却剂兼容的切割条件如下:切割速度为75至125m/min,进料速率为0.01至0.03mm/齿,切割深度(DOC)为0.35至0.7mm。图3显示了在进料率为0.015mm/齿时记录的侧翼磨损和表面粗糙度,以及切割深度(DOC)0.35 mm.当与生产切割条件相比时,它发现侧翼磨损如预期的那样增加了,而由于较高的切割温度,MQL并没有那么有效。
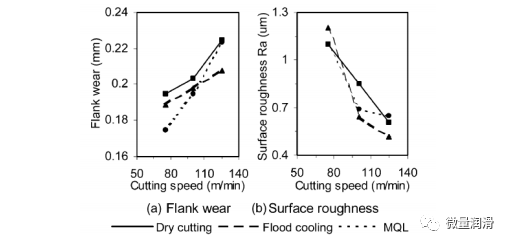
图3。由M.Rahman[4]研究的切割速度对刀具磨损和表面粗糙度的影响
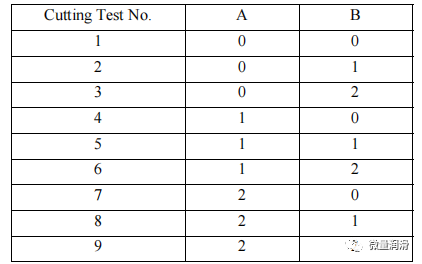
采用田口的实验设计方法,[8]将切削试验降低到9种条件下,同时不影响切削试验结果的稳健性。每个实验切割试验的切割试验条件和冷却参数的组合(见表2)。列A表示冷却参数,0表示风冷却,1表示MQL,2表示MQL+AC。列B表示切割速度,0表示较低的切割速度,1表示推荐的刀具刀尖切割速度,2表示较高的切割速度。
表2。正交测试阵列
所有的切割试验都记录了每个试验样品的切割力和功率,产生了大量的数据。本文利用这些数据的提取来证明每个冷却参数的有效性。
从之前的研究[9]中发现,图4(a)的一个冷空气喷嘴与MQL结合改进了加工操作,但仍受到热开裂的影响,降低了刀具寿命。由于刀具尖端现在在所有切割方向上被冷却,额外的风冷喷嘴大大减少了热开裂。
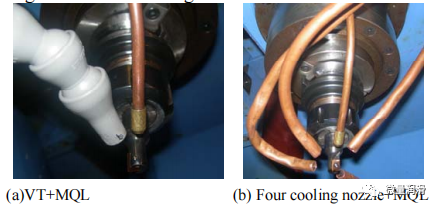
图4。冷却参数
测功机允许分析每个冷却参数的切割力,如图5所示,其中X(蓝色)、Y(红色)和Z(粉红色)轴显示了力的大小,相应的增加识别工具磨损。图6显示了一个测试条件(1)在冷却参数范围(0、1和2)上的平均力。图6和图7中包含了一个干式和洪水切割样品以供参考。
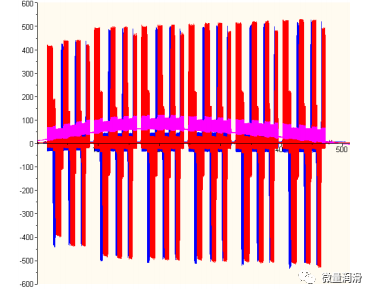
图5。测功机输出的典型力
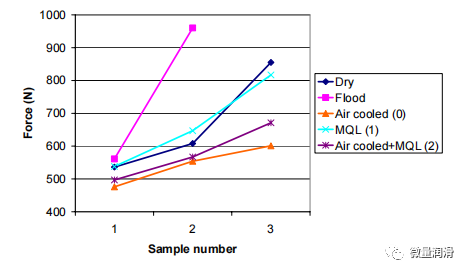
图6。切割力
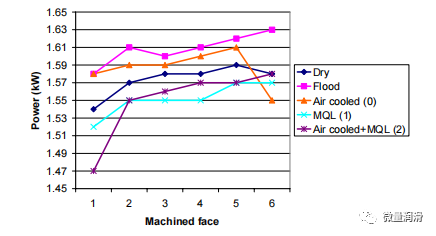
 图7。在位置5处的样品1的切割功率
图7。在位置5处的样品1的切割功率图6显示,在三个样品中使用的三个冷却参数中,冷空气冷却的切割力是最低的。然而,如图7所示,切割功率的类似减少并没有证明这一点。测量力和力之间的明显差异是由于力是切割力,而力是切割力的一个矢量。最全面的说明是最有效的冷却参数是由哪一个尽量减少刀具磨损。每个样品加工后,在显微镜下检查所有的工具针尖,并在继续加工前拍照记录磨损情况。刀具尖端的典型磨损如图9所示。切割功率相对于刀具上的磨损增加,很好地表明切割性能。然而,由于金属切割是一个非常复杂的分析系统,而不能只考虑切割力,这是一个非常复杂的分析系统。因此,在指定最佳冷却方法时,必须包括所有重要的工具参数。
最后对所有样品进行表面光洁度检测,结果表明所有样品都处于半精加工的极限。每个样品的磨损机理与良好的表面粗糙度数据相关,如图8所示。
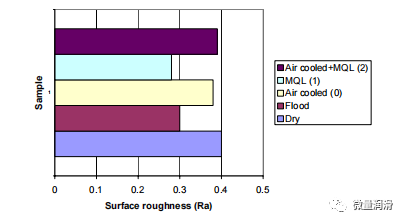
图8。冷却参数表面粗糙度(μm)
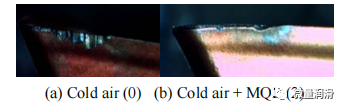
图9。工具尖端磨损
-
结论
端部铣削是一种加工过程,已被证明是极其困难的,以消除传统的切割液,因为间歇性切割行动导致热开裂。为了减少这种影响,刀具针尖不断被冷空气和少量的植物油包围,以减少切割摩擦。发热过程的性质使得不可能消除刀具尖端内的热应力。本研究的目的是延长干式加工的刀具寿命。虽然使用少量植物油的空气冷却不是一个完全干燥的过程,但它是相当接近的。有趣的是,拉赫曼先生等人。[5]发现,干切割产生的切割力最高,切割深度为0.35mm,切割速度为75m/min,而在本研究中,干切割接近风冷。与分析测功机的力读数相比,每次切割过程中使用的功率能更直接地表明切割过程的有效性。结果表明,即使使用正常的生产切割速度、进料速率和切割深度,冷空气+MQL也可用于提高刀具寿命。使用这种机械加工的方法有助于使金属切割更具可持续性。需要进一步的工作来检验其他铣刀和材料的空气冷却效率。







在线留言