北京培峰技术有限责任公司官方网站!
英文站



新闻中心
微加工概述
访问量:
13
微加工概述
微铣削和微车削
-
微铣削基础
-
回顾一下德州农工大学(WayneHung)最近的微加工演示的一部分
-
回顾南加州大学DohenyEyeInst做的微加工演示的幻灯片。
-
哈斯办公室工厂的概述
-
型车削基础
-
哈斯办公室车床概述
微铣削基础
-
微小与介子与纳米(比较)
-
微制造-参考文献。国际辅助研发(WTEC)
-
行业/应用
-
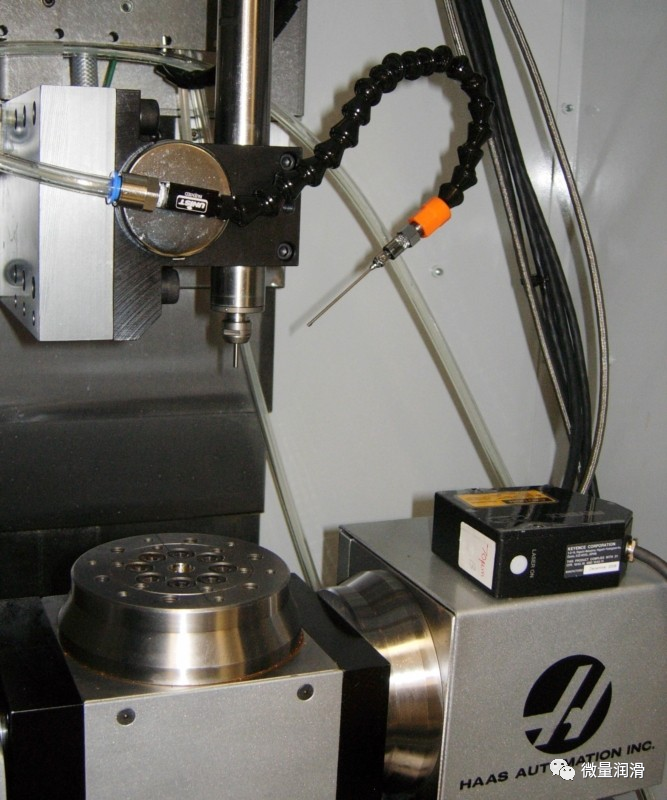
机器的选择-审查办公室的机器
-
编程-一些更新的策略
-
切削工具-有多种选择
-
零件的工作固定和固定件-实例
-
查看和测量成品零件
-
小端磨机(0.014”)在316SS,200ipm视频
精密微加工
行业及应用:
-
医疗:复杂生产部件或第二操作。
-
牙科:牙科实验室,扫描>CAD>CAM>牙齿
-
相关的电子产品:钻孔、铣削、PCB等。
-
快速原型设计:模型,模具,所有材料
-
雕刻,微加工,电极
-
珠宝:生产,模具,研发,蜡制成
-
教育背景:学校和大学
一级市场=普通客户,生产小的精密零件和/或使用非常小的工具(由于30-40,000+转速主轴,显著减少了周期时间和更好的完成)
微加工基础知识
微加工:包括直径.125至004英寸的切割工具/钻孔
介子加工:直径从0.003”至0.000039”(1微米)
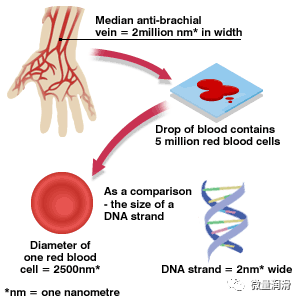
纳米:没有芯片制造技术存在,因为10亿分之一米(或0.001微米)对我们来说太小了!1微米(µ)=1,000纳米(nm)或0.0001英寸=2,540nm
微机加工-表面英尺/最小值,材料去除率,润滑情况
由于小直径端磨和钻头(.125英寸)1/8英寸,低于(.0.0625英寸)1/16英寸(1.58mm)
-
切割明矾的例子。-SFM为500(152m/分钟),使用。0625”(1.5mm)端磨机需要~33,000rpm
-
就像上面这样的1毫米直径的例子。(刚好超过1/32英寸)在明矾中需要大约48000转/分钟。
-
较小的体积或研发项目可能会得到不适当的转速,但生产和/或更多的奇异的材料需要精确的SFM,DOC/WOC,润滑,以达到良好的完成面和可接受的工具寿命。
-
“Nano”来自于希腊语中的“小矮人”。在公制系统中,它被用来指“十亿分之一米”——一纳米(纳米)是十亿分之一米。换句话说,这大约是人类头发宽度的十分之一五万。普通的办公纸大约有10万纳米厚。纳米技术人员通常会在1-100纳米的范围内工作。
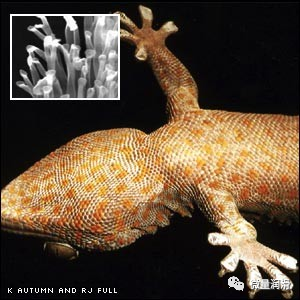
壁虎可以爬上玻璃,甚至可以倒挂着。它脚上的毛(铲子)很小,它们可以利用一些力量把分子拉在一起,把壁虎粘在天花板上。纳米技术可以制造出内衬类似壁虎的合成毛发的胶带,这样也可以做同样的工作。
-
纳米技术涉及在原子和分子规模上设计的材料和工作设备。纳米技术的进步将影响电子和计算、医药、化妆品、食品、军事、各行各业的能源。到2020年,价值1万亿美元的产品可以以某种方式进行纳米工程
视频CMM设备的示例
OPTEKVideoMICVSA系列

-
VSA系统有一个全空气轴承运输
-
VSA系统在X轴和Y轴上使用真正的、平衡的“直线电机”
-
VSA系统在所有三个轴上都使用了1/10微米分辨率的线性尺度
-
VSA系统要快得多,速度可达每秒30英寸
-
VSA系统要精确得多(视为亚微米,整个舞台为3-4微米)
-
VSA系统的可重复性更强(通常为2-3微米)
-
VSA系统要安静得多(大多数情况下,你只能听到电脑上的风扇的声音)
微制造应用:医疗、电子、航空航天、机床、汽车、石油等。
问题:
-
需要合格的工程师来进行设计和制造
-
需要集成和多功能的系统
-
需要测试、制造的标准
-
需要多功能系统
-
需要有效的教育项目
-
需要新的理论来模拟微/纳米系统
介绍:微系统
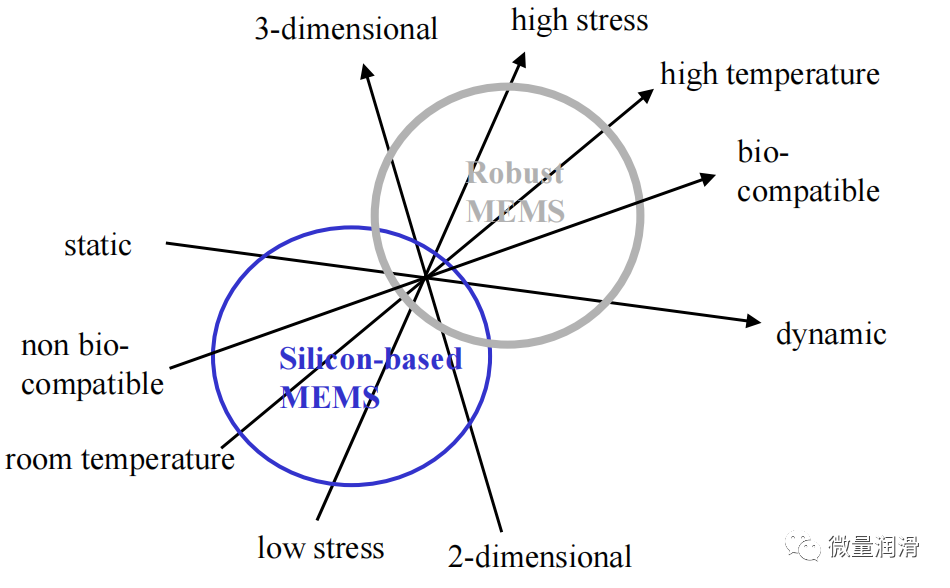
微机加工:316/316L不锈钢
| Composition | Tensile strengthMPa (Ksi) | Yield strengthMPa (Ksi) | Elongation (%) | |
| 316 annealed | 0.08C 17Cr 12Ni, 2.5Mo | 515 (75) | 205 (30) | 35 |
| 316L annealed | 0.03C 17Cr 12Ni, 2.5Mo | 480 (70) | 170 (25) | 35 |
应用
-
食品制备设备
-
药品设备
-
海洋应用
-
医用植入物
-
炼油厂设备
-
涡轮机
-
电子设备
目标
-
寻找微机加工的必要条件,
-
研究了316L不锈钢的微铣削,
-
确定工具故障模式,和
-
将研究结果与已发表的文献进行比较。
微加工:关注事项
-
超高温合金和不锈钢是在宏观尺度上“难以加工”的材料。如何在微观层面上加工这些产品?
-
机床:必要条件吗?
-
切削液:类型、用途?
-
测试:标准、程序、理论吗?
-
机械加工参数:宏观和微观?
-
微型工具:可用性、几何形状、偏移量、磨损/芯片/断裂、材料、涂层与未涂层?
理论3:累计刀具磨损情况
-
刀具磨损主要是切割速度,切削力受进料和切割尺寸的影响。
-
传统的使用泰勒方程以恒定的切割速度进行测试可能是很耗时的。
-
在实践中,刀具机在不同的切割条件下,直到达到失效标准。
-
累积刀具磨损模型为刀具提供了“等效”的速度和刀具寿命
微机加工:机床要求
-
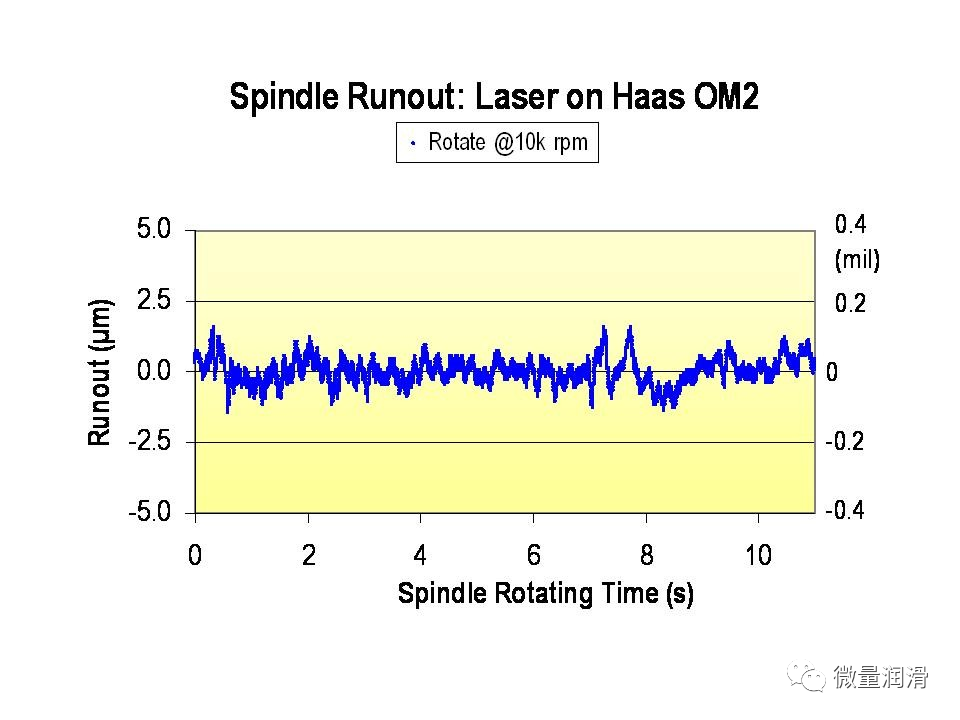
主轴跳动:< 5% of tool diameter
-
主轴转速:>6krpm
-
可重复性:<为零件公差的10%
-
#轴:≥3为复杂的三维形状
-
刚性:
微加工:刀具偏转
主轴跳动、堆积边缘、不受控制的芯片和/或切割力使微型工具周期性偏转,并导致工具过早故障。
图14。铣削时弯曲应力的有限元分析

端部偏转度为=,刀具直径为17%
弯曲应力=50%刀具强度
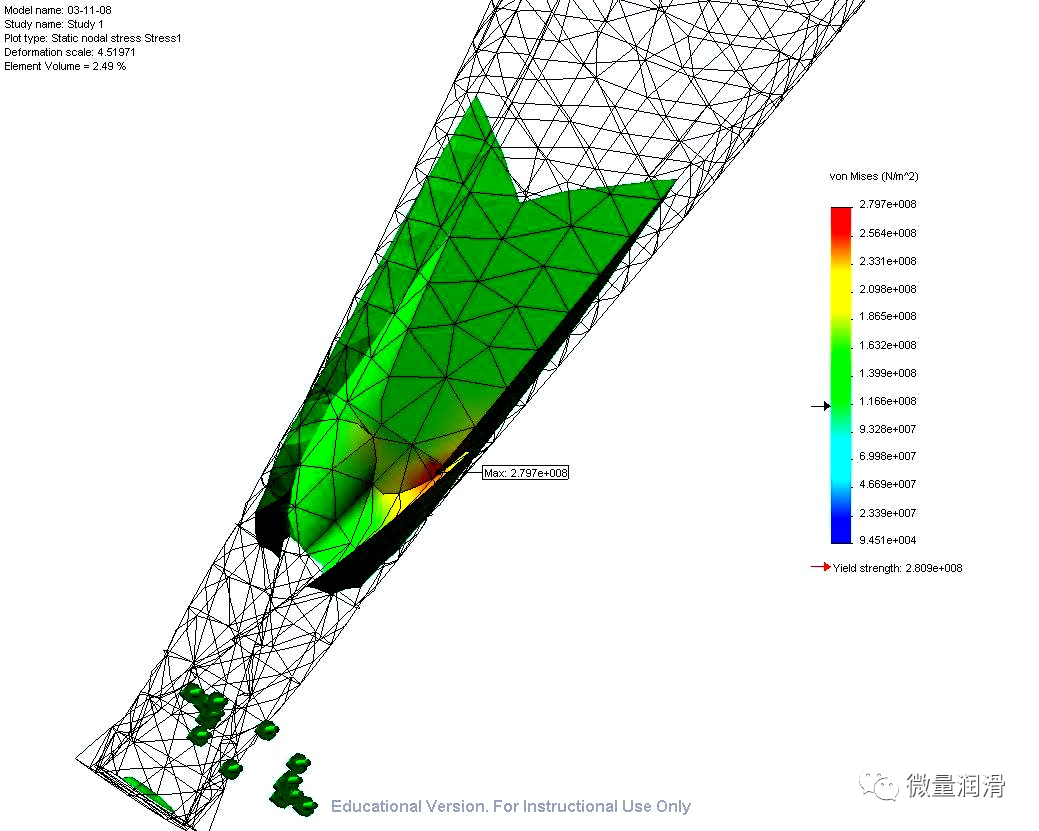
端部偏转度为=,刀具直径为34%
弯曲应力=100%刀具强度
微加工:结果
微铣削316L不锈钢与WC工具:
-
刀具失效模式:切割、磨损和磨料磨损。
-
累积磨损模型适用于没有刀具切削/分层的宏观/微观加工。
-
宏观加工参数(速度、进料、深度等)不能用于微加工。
-
由于建造边缘、刀具切削和磨损,不建议进行干式加工。
-
微磨削过程中形成的过多毛刺会导致工具断裂,并需要后续的去毛刺操作(Bissano等,2005;Lee等,2002)
-
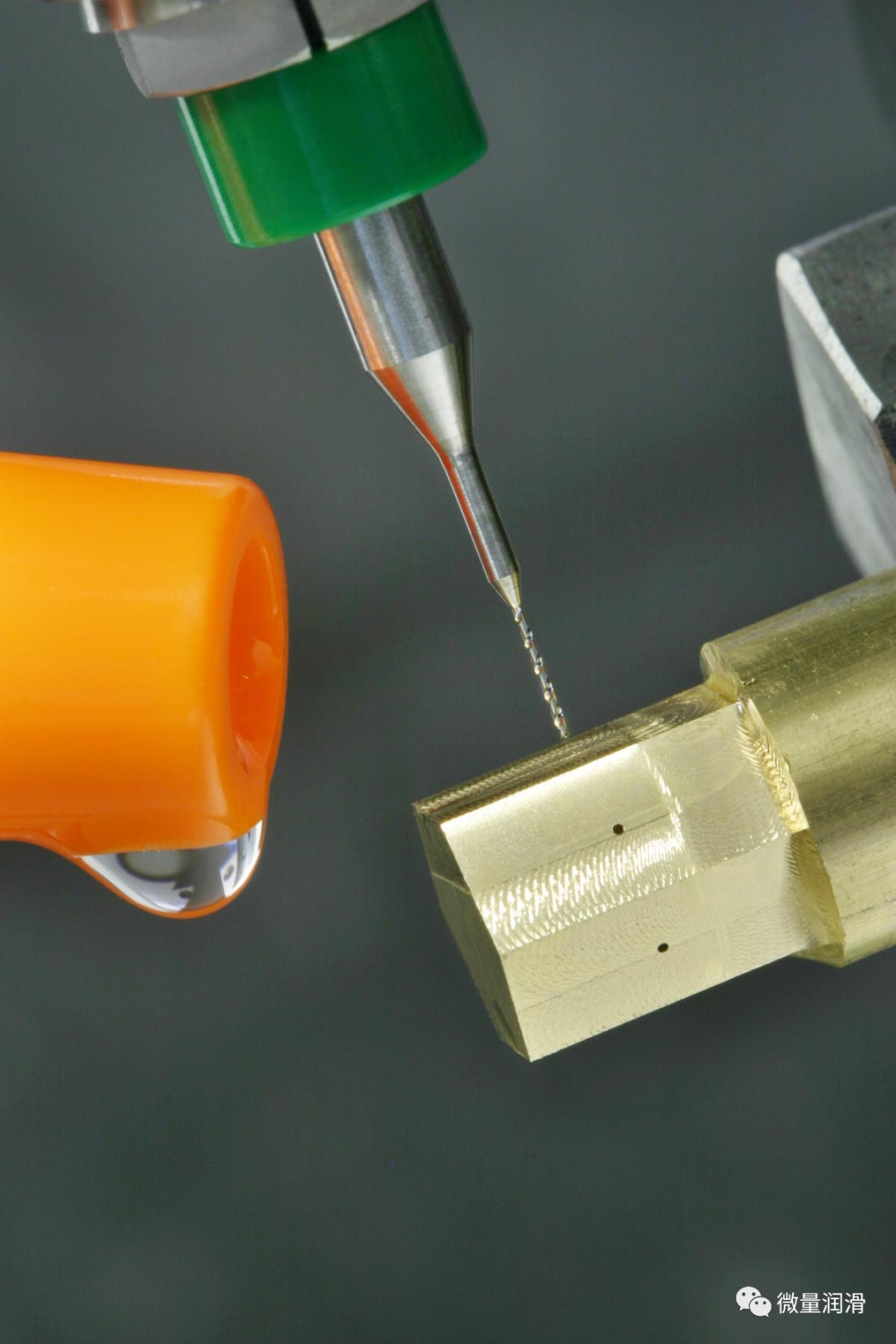
大量和适当应用的MQL提高了可加工性,但不足的MQL促进了建立边缘和过早的工具失效。
-
MQL在钢的微粒填充中的特定设置减少了毛刺的形成,提供了洪水冷却的类似结果(Rahman等人,2001年)。
-
MQL在Ti6Al4V的微铣削中显著提高了刀具寿命(~8x),并减少了切割力(Sunetal,2006)。
-
在稳态流量下,本研究中2210EP微雾确实湿了刀具/工件,显著提高了刀具寿命。
总结
-
累积刀具磨损模型可应用于微加工。
-
激光被推荐用于微工具偏移,并量化工具/主轴跳动。
-
刀具挠度(>为刀具直径的17%)的应力超过刀具强度的50%,并导致刀具疲劳或断裂。
-
使用低表面能量流体的最佳微雾(MQL)擦拭工具/工件,显著提高工具寿命。
建议
-
微加工中铣削和高切削力可能(i)切割易碎的微刀具边缘,或(ii)分层刀具涂层。需要进一步对微铣削技术、刀具涂层、刀具材料和刀具几何形状进行研究。
-
将该研究扩展到Ø<100µm(0.004英寸)和Inconel高温合金的铣刀。
-
应该进行详细的研究,以找到最佳的MQL设置
节选自南加州大学多赫尼眼学院。微机加工介绍
规划
-
一些CAD/CAM为微加工应用开发工具路径
-
软程序设计-反映固定装置
-
高速工具路径:低切屑负载、 多程
-
高进给工具路径:更大的切屑负载、用切屑去除热量
-
锥铣:直线代替不变半径的“曲线”圆形移动
材料
-
任何可以用12mm端磨机进行加工的东西都可以用0.12mm端磨机(0.0047”)进行加工
-
高达62RC金属,玻璃,陶瓷
-
塑料、复合材料、木材
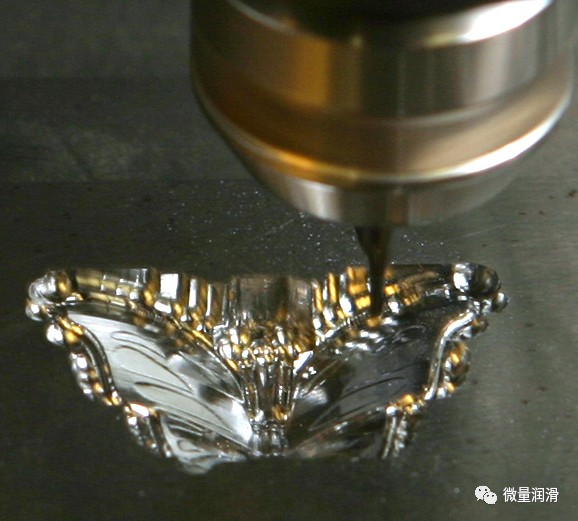
例如,在工具钢与NSK主轴运行50,000rpm
案例1,蝴蝶
-
如何制造一只比生命还小的蝴蝶:薄翼、触角
-
固定装置:两侧设置、三维形状

-
小块切割
-
中心零位
-
用销钉固定装置或停止
-
切割顶部轮廓,粗糙和整理
-
用蜡填充腔体

-
翻转部件
-
定位(检查z高度)
-
粗底(球端磨机)
-
完成两次通过,间隔90度
-
取出部分,放入肥皂沸水中
-
用矿物酒清理
-
不要碰!
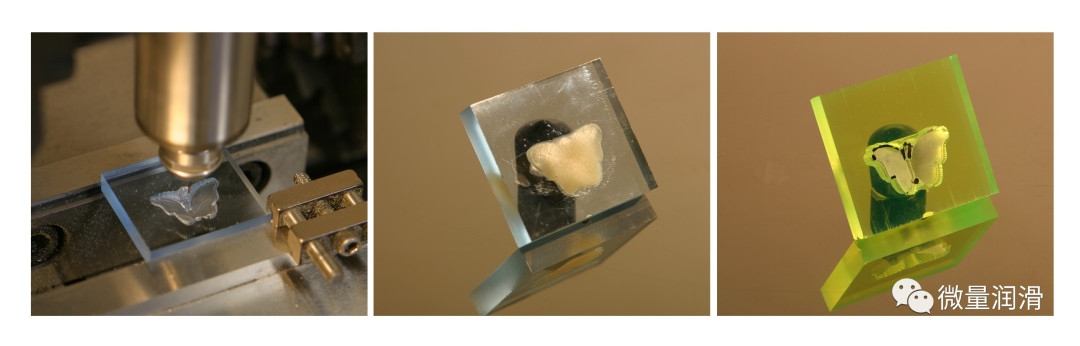
上蜡
-
填充刚性零件:薄壁零件、吸收振动
-
安装零件:像双杆
-
安装困难的三维形状
(最后一张幻灯片)来自南加州大学Doheny的微加工演示
-
微加工的前景广阔
-
重新思考传统的机械加工技术
-
固定装置是一个有趣的和具有挑战性的过程

办公室车床和磨床


旧办公机器
非生产型

新的

HAAS办公机器的高生产导向,精度,紧凑的足迹!
办公加工中心

OM-1A & OM-2A
-
30,000rpm哈斯主轴带驱动(RTAPstd.)40k是可能的
-
ISO20锥形主轴
-
20组自动工具更换器
-
5马力(3.9Kw)峰值
-
刚性咬合
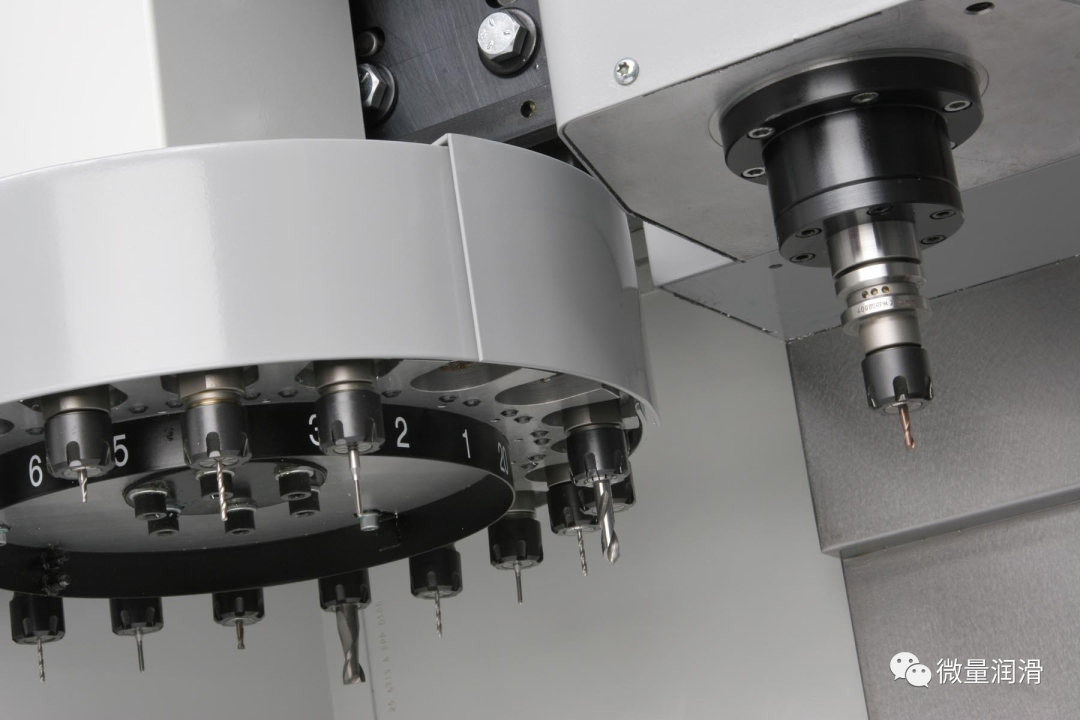

ISO20工具支架
ISO20上的典型夹头是ER16,最大允许3/8”(10mm)。工具柄部

20锥度对30T和40T
总是需要尽量减少夹具的延伸(如有必要,切割刀柄)
OM-1/2A-潜在的工具化问题
-
跳动(主轴、工具夹、夹头):较小的工具不太容易磨耗、在小型钻孔应用中,每小时磨耗,即使0.0002英寸(0.005mm)也可延长高达50%的刀具寿命、-时钟(旋转)ISO20可以帮助减少损耗、特殊的DNA接头/螺母提供NTE0.0002”(0.005mm)
-
平衡:平衡机被限制在只有0.5克/毫米,这意味着ISO20工具仍然不完美
-
振动(皮带、电机、主轴、工装):哈斯监控每台机器上的振动图,并努力将其降到最低
办公室磨床探索

哈斯并没有在价格表上直接提供WIPS,但是。
您可以从服务部门订购,WIPS-CT40-MM,从雷尼肖公司订购ISO20刀柄适配器。
只要确保客户了解TS27只能测量最小外径~0.5mm的工具。
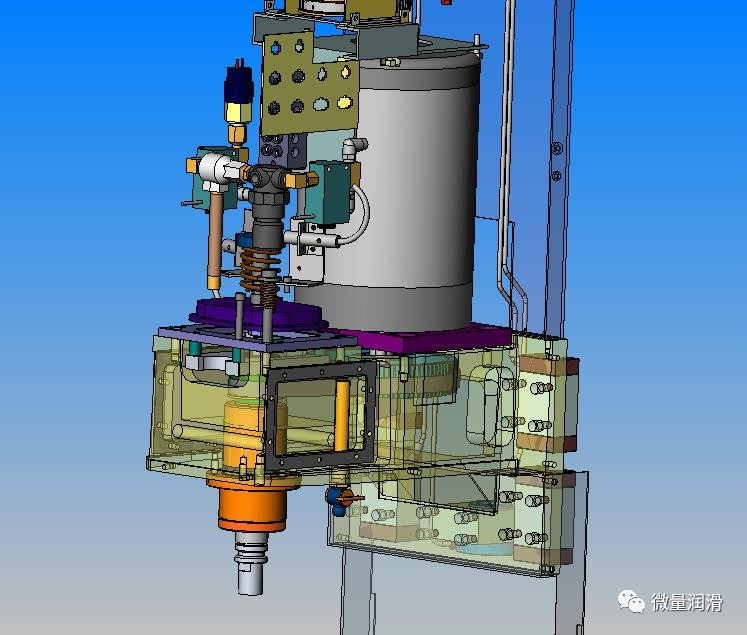
OM建设

铸铁A型框架柱
-
1600 lbs.(680 kg)
-
铸铁底座及台面
-
良好的芯片流过渡到基础和冷却液罐
-
热稳定主轴(如下图所示)

办公室磨机-售后市场
通过主轴安装支架,将老式OM-2型号的主轴添加到OM-1/2A主轴箱的右侧。
-
通过NSK美国主轴升级到60000或80000转。
-
主轴扭矩增加器(4倍和16倍)
-
150,000rpm空气轴承主轴(通过ISO20适配器安装)
所有OM模型-主轴和刀具设置探头
-
雷尼肖NC4-115激光器可以测量工具下0.0027”(0.07mm)直径。+刀具破损至直径为0.0016“(0.04mm)。NC4激光可重复性=+/-1.0μ
-
雷尼肖通过WIPS+适应,马波斯有ISO20主轴探头+都提供std。接触式和非接触式激光工具设置系统。任何低于~.020“的工具都不应该通过正常的触摸触发器类型的工具设置探头进行设置!
刀具:微型到小型刀具
比普通工具和供应商更有限的选择(但在增长),从典型的普通群体到广泛的专业公司。
-
从3/8英寸(10mm)柄到0.0004英寸直径。端磨机NS工具制造了0.01mm(0.00039”)1个长笛球端磨机
-
从¼”(6.35毫米)钻头到0.0004”
NTK>Mini3F壳磨机。75“外径(20mm)
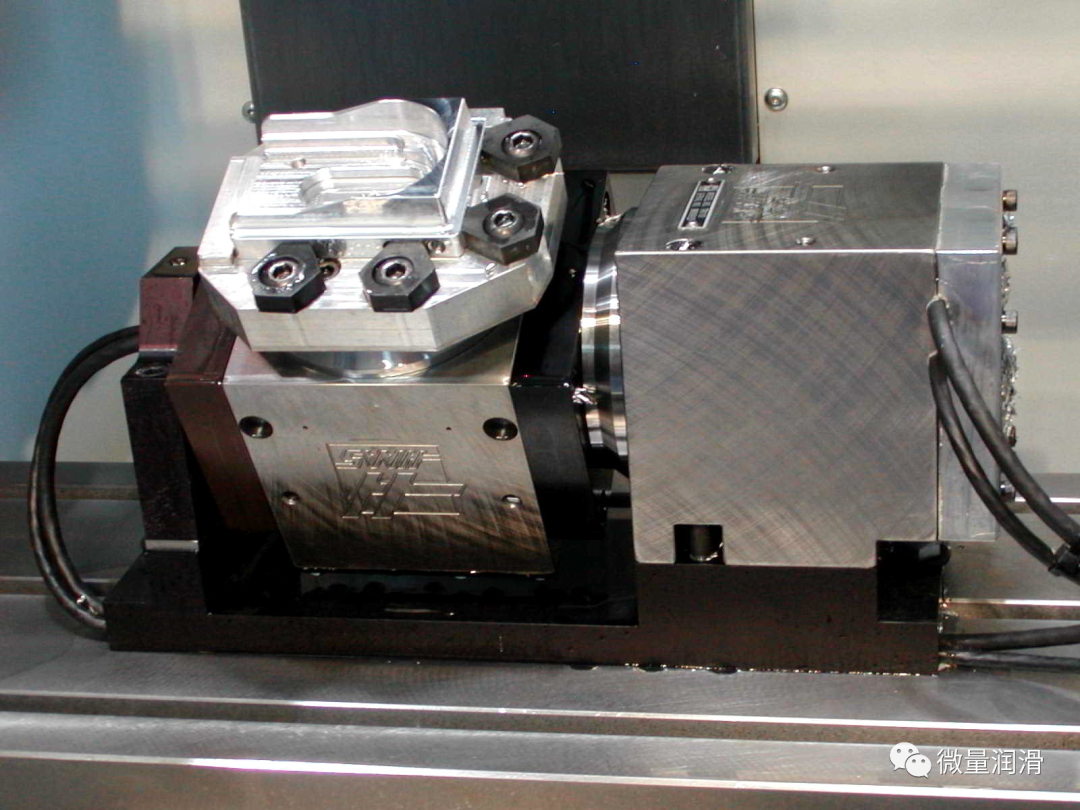
办公室磨机-微加工

-
钻孔0.1MM孔(0.0039“)
-
微型钛凸轮(第4轴)
-
微单元用于高生产非常小的精密部件(+灵活性,可在脚轮上移动)

应用





微型车削基础
许多相同的基本原理也适用于铣削中使用的微铣削
-
行业/应用
-
机器选择-办公室实验室的检查
-
刀具-许多瑞士项目可供选择!
-
工作:小柱(ID/OD),磨耗
-
C轴和从动工具
OL-1生产车床

-
紧凑
-
精确
-
快捷
小部件的车削,1英寸(25毫米)及以下
*Customers 12mm dia.部分在OL-1vs上运行了一半的周期时间。SL-10 (31 sec.和62秒。)
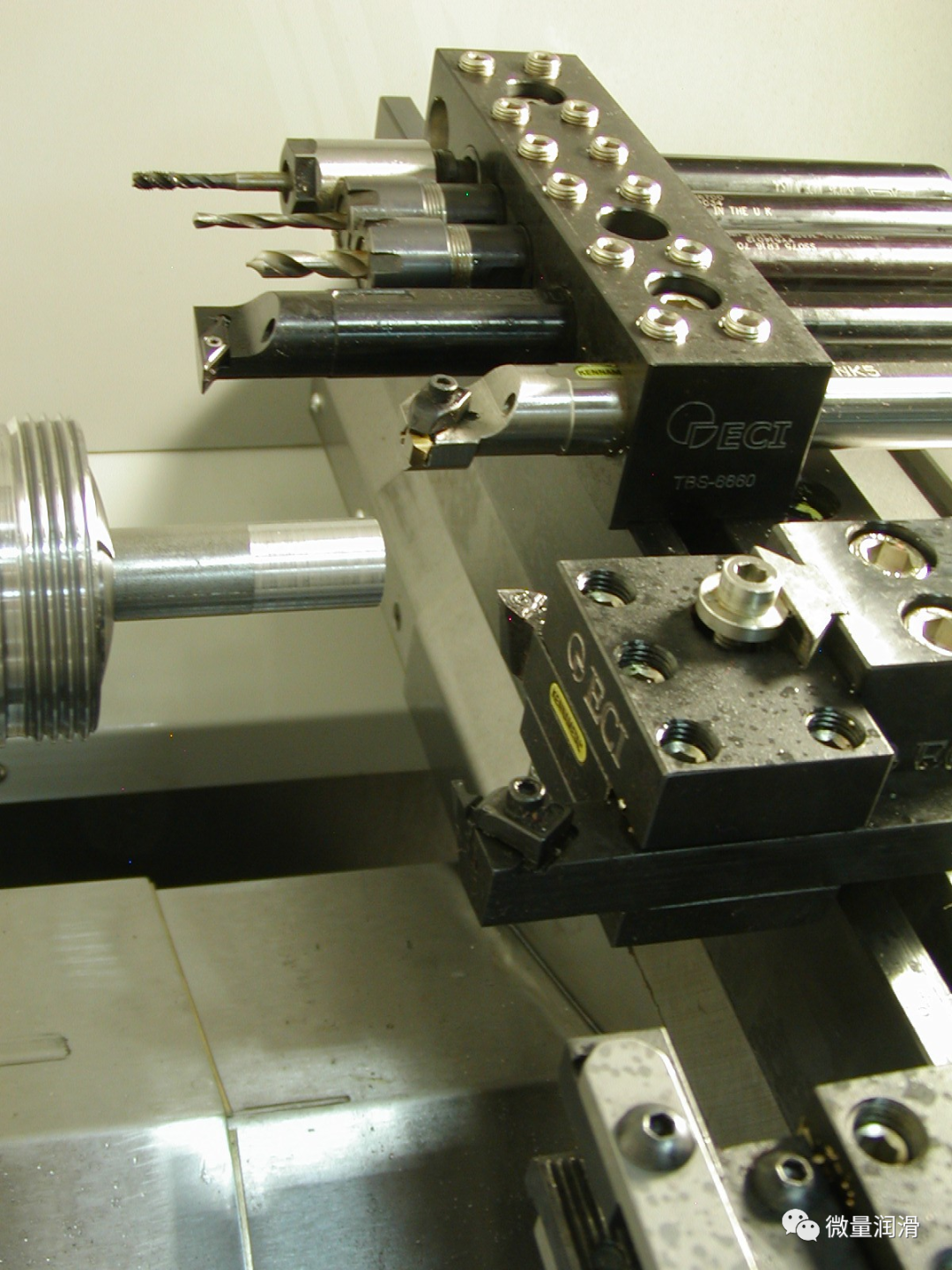
团伙工具生产车床
行业及应用:
-
第二操作零件用螺旋机械车间
-
小部件的快速车削,1英寸(25毫米)及以下:客户½”(12毫米)直径。部分在OL-1vs上运行了一半的周期时间。SL-10 (62 sec.和。31秒。)
-
医疗-生产+研发部件,薄壁和/或小的
-
珠宝-戒指原型和生产
一级市场=我们的正常客户(OEM的),生产小的精密零件和/或没有地板空间!
显著减少了周期时间,由于团伙工具和非常快的Accel./Decel。主轴(伺服驱动和感应型电机,允许M19和c轴标准)。
夹条主轴的好处

5C夹头轴,带标准2 3/16-10螺纹和肩部(即台阶夹杆等)
与液压尾台相比
-
无离心力损失
-
质量更小,=,速度更快。& Decel.=减少了周期时间
-
更好的浓度
与主轴鼻部(螺栓连接)相比
-
没有主轴鼻悬垂=更刚性和更少的质量
-
更少的“磨耗”容忍度,哈斯规格的NTE0.0001”
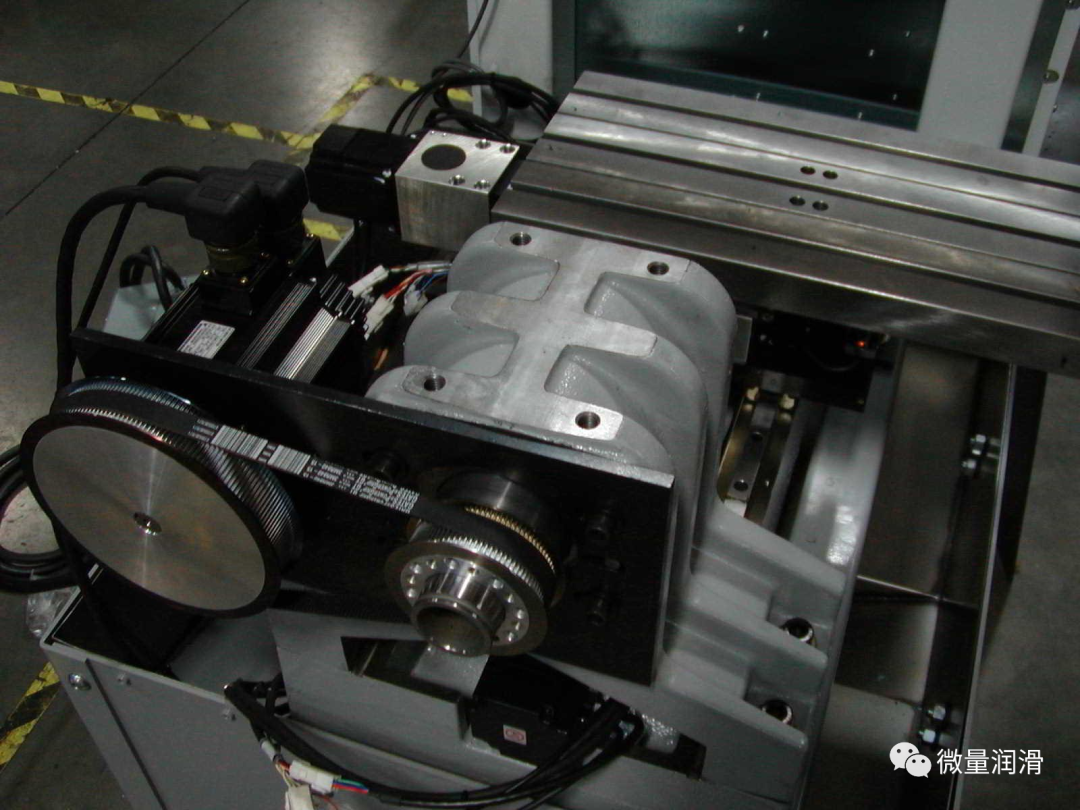
施工OL-1
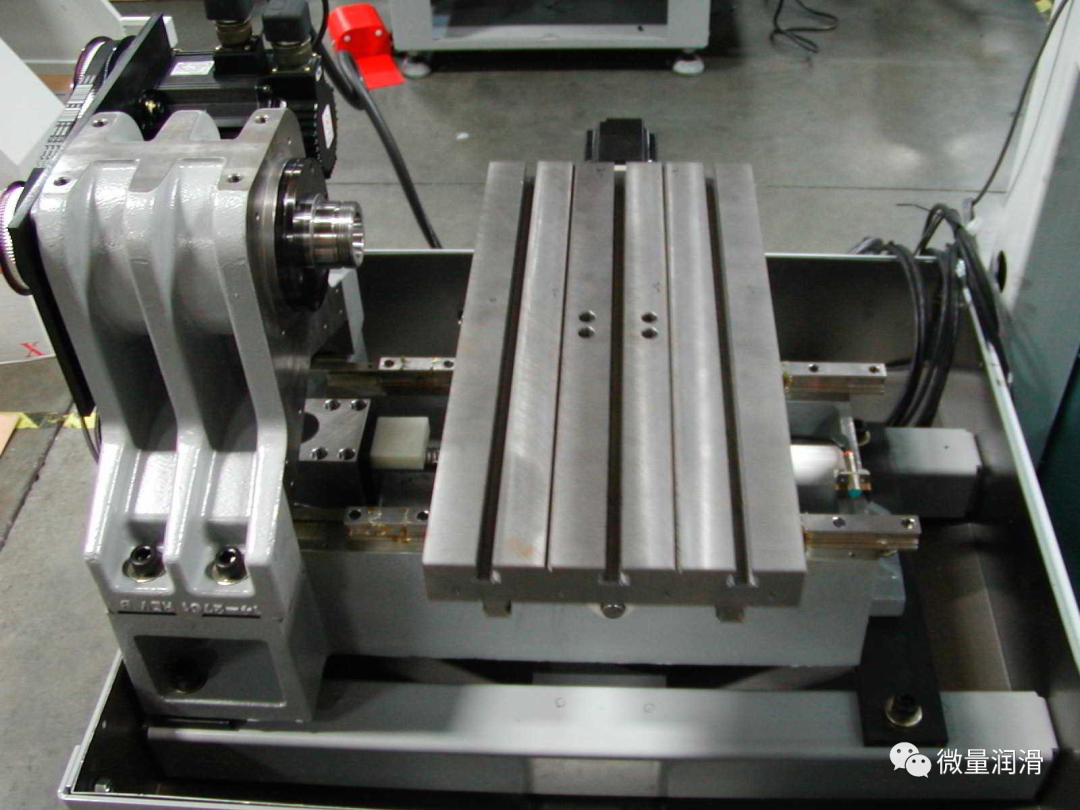
通过伺服电机的皮带驱动5C主轴(因此C轴Std)
-
铸铁主轴头、底座和台
-
精密线性导向器和滚珠螺丝钉
-
0.0000061”分辨率(0.00015mm)
OL-1生产车床

添加NSK美国
电动驱动工具,适用于各种铣削,钻孔应用!
右翼显示的角度最多有30,000个值。转速1.5:1比,所以电机在30K,主轴在20K=增加扭矩

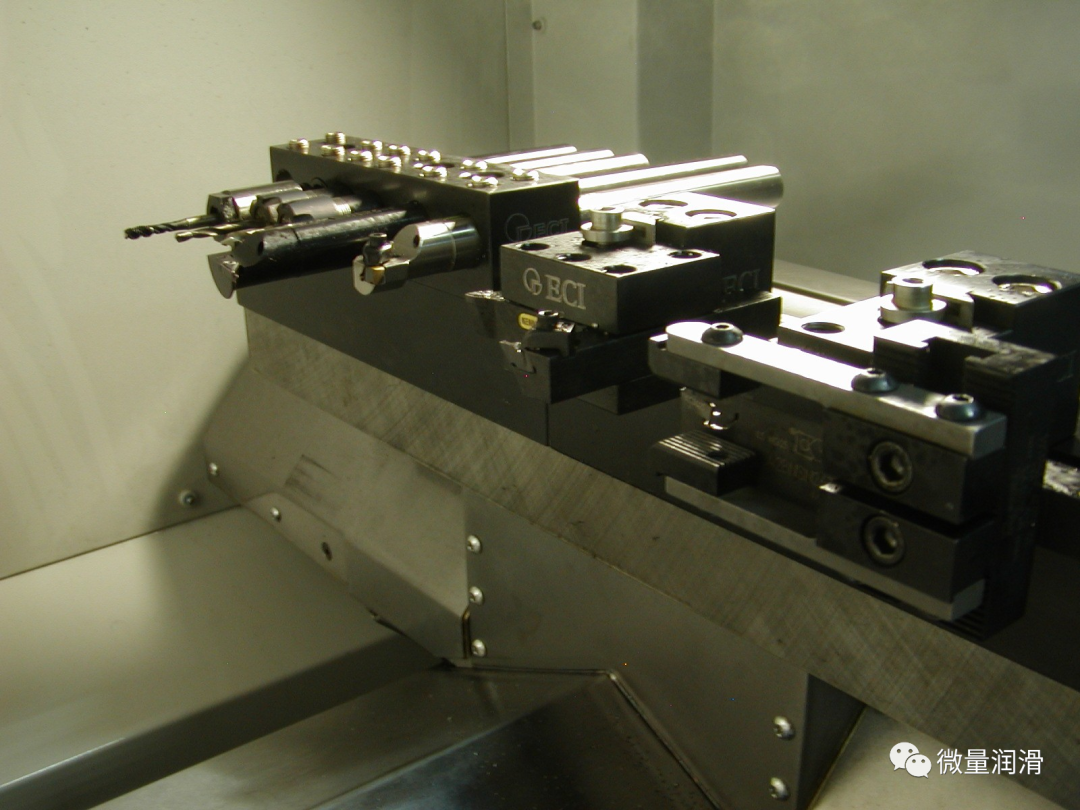
C轴-标准。NSK主轴
OL-1设置与各种工具,包括酒吧拉杆/部分组合
移动实验室-CNC的拖车!
在明尼苏达州和北部进行(团队工厂)

刚在南加州(山谷学院)

其他计划
办公机械和微机加工
4轴

OM-1/2A-3、4、5轴
5轴
OL-1与CA外部+驱动工具







在线留言