北京培峰技术有限责任公司官方网站!
英文站



新闻中心
装备现有的机床来进行近干式加工
访问量:
14
虽然近干式机械加工已经存在了50多年,但它仍然不是一种常见的做法。考虑到近干式加工比传统方法的好处,这是令人惊讶的。
接近干燥,由于使用的润滑剂很少,通常是植物油,无需液体处理和处理。接近干燥也意味着工人的健康问题更少,比如皮肤刺激和呼吸系统问题。它可用于所有的金属切割操作,包括黑色和有色金属材料。
障碍的很大一部分是人们认为他们必须看到大量的冷却剂才能发挥作用。
即使有这些好处,制造商也不愿转向近干式加工。因为机床只装备传统的冷却系统,他们认为这是他们应该做的。
虽然使用外部喷嘴进行近干式加工已经存在了很长一段时间,近来人们关注的焦点是内喷式近干加工。“在过去7年左右的时间里,人们一直在开发通过内部通道输送冷却剂的系统。”
做出改变
那么,重新配置一个具有洪水冷却液或通过冷却液能力的机床,以近干式加工的成本是多少呢?“它并不像人们想象的那样昂贵,”专家说。“一台机器可以相当容易地转换为近干式加工。采用内部输送冷却剂会更贵一些,但效果更好,即使这样其改造成本很难超过5000美元。”
然而,转换为内部或外部近干式加工确实需要一些设备和工具的改变。这包括添加一个系统,精确地输送润滑剂和选择合适的切割工具。用户还必须考虑切屑排出的方法。博尔金斯说,几乎所有配备有洪水冷却剂的机器都可以改装,但“每台机器都必须单独评估,不只是根据类型,还要根据制造商的设计。”
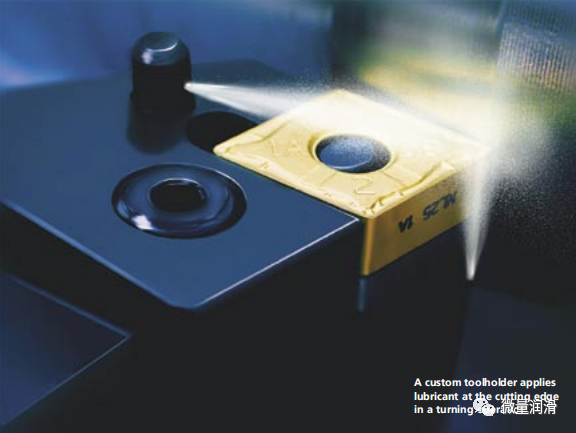
外喷近干式加工,润滑剂通过压缩空气输送到喷嘴尖端。喷嘴的位置用于向工具/工件界面喷洒润滑剂。
控制润滑油的输送量是很重要的。威斯康星州基诺沙安泰制造公司副总裁兼市场经理特里·彼得森说:一个普遍的误解是,更多的润滑剂更好。“很多时候,人们使用太多的润滑剂,雾过多。理想的设置是当润滑剂在切割过程中用完,这样就不会喷雾或起雾,”他说。
外喷近干式加工,由计量泵和底座组成的分配系统安装在机器外部。喷嘴被安装并直接对准工具的切割边缘。它们比洪水冷却系统所需的剂量要小得多。
外喷近干式加工存在一些缺点。使用喷嘴,润滑剂和空气不能到达一些工具/工件接口,如正在钻的深孔的底部。此外,喷嘴可能会干扰自动工具转换。
通过内部通道输送冷却剂进行近干式加工,润滑剂与压缩空气混合,然后通过刀具内孔输送到切削边缘。在高级系统中,润滑剂和空气在进入主轴之前被混合,润滑剂一直悬浮在空气中,直到它到达切割边缘。
迈尔斯说:“我们所做的是把润滑剂本身分解成小颗粒,然后通过已经存在的气流——通过冷却剂工具的通道。”
在其他系统中,润滑剂和空气被尽可能长时间地分开。博尔金斯说:“如果使用高压冷却剂,主轴中通常会有一个旋转接头,我们将其转换为同轴布置,以保持空气和润滑剂的分离,直到它们到达工具架为止。”
它会工作吗?
当转化为近干式加工时,第一步是执行一个评估,以确定机床是否能适应这种方法。
迈尔斯提到的是空气悬浮系统,他说,首先,他们带了一个演示单元,并向客户展示如何将其连接到当前的系统。“我们将空气和润滑剂通过机器的内部冷却通道系统,看看雾是否从工具的末端出来。通常只需要半个小时就能知道机器是否兼容。”
如果它无效,下一步就是找出润滑剂在哪里收集。它可以收集在许多地方,包括主轴和工具架周围的旋转接头。

16个锯喷嘴研磨,外喷近干加工喷嘴使用润滑剂。
通常,在内部通道中有很多转弯,这意味着润滑剂/空气混合物必须改变方向。迈尔斯说:“许多用于直通冷却剂的设计都不适合近干式加工。”“用传统的冷却剂,你只是用液体填满了所有的通道。一旦没有其他地方可以放置液体,它就会从刀具的末端冒出来。想象一下,有一个沉重的油雾漂浮在压缩空气中,试图做出所有这些转弯。你需要光滑的通过通道和从刀具中出来。”
在切割
使用外喷近干式加工,用于洪水冷却剂的相同刀具将工作。然而,对于内部冷却式近干式加工,用户可能需要新的工具来优化操作。
圆形(固体)切割工具通常不是问题,但使用刀片工具是不同的情况。配置需要确保不干扰流动的方向。
“当你设计近干式加工的刀具时,主要考虑的是尽量少干扰油/空气混合物的流动,”布鲁斯·卡特说。“流动改变方向的地方越多,油与空气分离的可能性就越大。”保持空气油速是关键。
刀具的直径越大,润滑剂/空气混合物改变方向的要求就越大。它通过主轴和工具架的中心进入,但随后必须弯曲才能达到OD值。
工程师装载微量润滑到一个兄弟数控机器执行近干式加工。
使用更大的工具,冷却液流必须改变方向才能到达工具的周边,”卡特说。“你能做的最好的办法就是尽量慢慢弯曲,而不是急转弯。你需要改变冷却剂通道的方式。”
切屑排出
博尔金斯说:“一些机器设计师的一个误解是,他们需要大量流动冷却剂来排出切屑。”
事实上,大量冷却液会使切屑排出组织复杂化。当切屑是湿的时,它们具有表面张力特性,并倾向于附着在机器表面。博尔金斯说:“但如果切屑上面有一层薄薄的非氧化性润滑剂,重力就会取代它们。”“它们掉到了机器的底部。”
迈尔斯建议使用空气喷嘴来清除切屑。“我们不建议尝试使用油/空气雾,因为如果你这样做了,它只会把润滑剂吹过前沿,你必须小心不要在空气中产生油雾。”
综合
一旦添加了接近干燥的设备,机床仍然可以用于常规冷却液系统吗?答案是肯定的。
对于外喷近干式加工,“当我们安装设备时,我们不会破坏原冷却液系统,”博尔金斯说。“这意味着你可以做一个3分钟的转换,然后回到原冷却液系统中。”
迈尔斯表示,对于内喷近干式加工,用户可以使用两个Y型的球阀,为主轴顶部的旋转接头提供高压冷却剂或润滑剂/空气混合物。他说:“你需要给它编程,让一个阀门关闭,而另一个阀门关闭,因为你不希望冷却液回流到雾输送系统。”
无论是内喷还是外喷,制造商都可以通过从传统的冷却液切换到近干式机械加工来降低成本。但在很大程度上,这取决于“正在加工的材料、工具、工具上的涂层、速度和进料,以及一些其他因素。”







在线留言