北京培峰技术有限责任公司官方网站!
英文站



新闻中心
面向明天的新工具技术
访问量:
32
最近对山特维克可乐满位于瑞典山特维克的总部的访问显示,少数技术将影响未来发展的加工和机器监控。

多向初始车削使纵向车削能够在离开卡盘送料的情况下进行,在离开卡盘的过程中,更低的切削压力能够在粗加工过程中提高切削数据和材料去除率。这种操作还可以制造更薄、更宽的芯片,并将负荷和热量从鼻头半径转移出去,提高工具寿命
我将其中两种技术称为“现在”,而另一种技术则称为“未来”。
“高级车削”是一种全新的车削方法。基本上,一直以来,在零件旋转且固定刀具沿Z轴(或X轴和Z轴进行仿形)沿卡盘纵向移动的情况下进行车削。然后,一旦完成该行程,该工具将缩回并重复类似的行程。通过使用适当的工具和某些新的编程技术,Prime Tooling可以使用同一工具在多个方向上进行车削:纵向车削(朝卡盘或远离卡盘),端面加工和仿形加工。
山特维克与MasterCAM / CNC软件一起开发了编程技术,作为Prime Turning代码生成器的一部分。从表面上看,简单地沿另一个方向运行工具似乎并不十分困难。但是,它确实提出了一些编程和刀具几何方面的挑战。例如,它将解释为什么在离开卡盘的过程中较低的切削压力会在粗加工期间实现更高的切削数据和材料去除率。(此操作可产生更薄,更宽的切屑,并从鼻部半径处散布负载和热量。)此外,由于切削是在远离肩部的方向上进行的,因此没有切屑堵塞的危险,这在常规加工中很常见。朝卡盘纵向旋转。

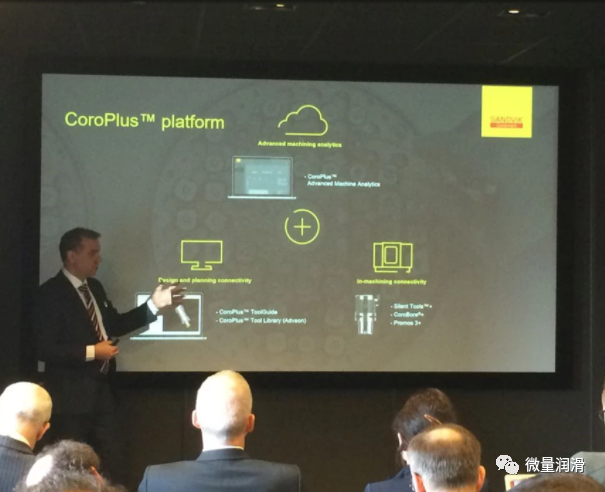
该公司还开发了CoroPlus工具和软件平台,以促进大数据/ IIoT的工作。一个工具示例就是CoroBore,它使用嵌入式传感器系统来实现对镗刀切削直径的无线自动微调,从而加快并简化设置。另一个是该公司的静音工具产品线,该工具使用连接的阻尼适配器对内部深层特征进行车削,从而对工具进行切入过程监控和优化。

山特维克的增材制造中心正在试验设计am生长刀具,目前山特维克工厂的研发区正在测试。在这里显示的am生长的立铣刀体比通过传统方法加工的相同设计轻60%,这可以促进更高的主轴速度
此外,山特维克(Sandvik)的Promos 3+数据收集器可实时监视工具和操作,以帮助确保加工安全。Promos 3+由Prometec开发,可进行现场或基于云的监视,以防止碰撞发生,如果工具缺失,断裂或与零件或夹具碰撞,则可停止机器。
该公司IIoT产品的另一部分是工具设计和规划与CoroPlus ToolGuide的连接,其中工具和切割数据建议可以集成到CAD / CAM环境中,而ToolLibrary建立在对所有人开放的ISO 13399标准之上切削工具供应商。

注意AM过程能够产生的通过工具的冷却剂通道。这让我想起了在am生长的模具组件中使用的保形冷却通道。
对于未来,山特维克将其在粉末冶金中的增材制造知识(通过山特维克材料技术部)和用于增材制造零件的切削工具设计知识(通过山特维克机械加工解决方案部)相结合,并将其与新的增材制造中心相结合。该工厂使用粉末床熔合和粘合剂喷射设备开发适当的增材制造工艺,以制造功能性金属零件并探索切削工具的新概念。
例如,上面一张照片中显示的AM生长的立铣刀机身比通过传统方法加工的同一设计轻60%。好处之一是重量轻可以促进更高的主轴转速。该公司表示,目前正在对类似AM的某些工具设计进行测试,并希望尽快提供测试数据/细节(敬请期待)。

山特维克开始推出新的更坚固的工具包装。可转位插入式工具体的包装中包含一个扭矩扳手,以确保在安装过程中插入件不会受到过度或不足的扭矩。
所有这些新的模具开发都展示了该公司如何利用其在机械加工和制造方面的经验和知识,着眼于将来开发新的改进。实际上,山特维克每天继续平均引入六种新工具设计。这些开发中的许多功能还可以作为一个示例,说明新软件技术的日益集成(如用于Prime Turning和CoroPlus平台的软件所示)将在未来几年内继续影响车间进行加工的方式。







在线留言