北京培峰技术有限责任公司官方网站!
英文站



新闻中心
将蓖麻油作为硬化不锈钢加工微量润滑切削液
访问量:
80
摘要
在机械加工过程中使用切削液可以降低切削温度,并为工具和工件提供润滑。这意味着更长的工具寿命和改进的表面质量。由于在机加工中使用流体与环境、健康和制造成本有关的问题,需要选择减少其使用。一种称为最低量润滑(MQL)的技术,利用压缩空气向切割区域喷射少量切割液(约10-100毫升/小时),融合干切割和洪水冷却的优点。对于切削液的类型,植物油由于其优越的润滑性和高压性能,是MQL中常用的切削液。本研究评价了使用蓖麻油作为切削液的MQL的性能。工件为硬化不锈钢48HRC。并将试验结果与干式切削的试验结果进行了比较。研究发现,在特定的车削过程中,使用少量50ml/h的润滑剂比干切削有更好的效果。表面粗糙度和切割力也有所增强,尽管略有增强。从结果来看,MQL可以是一种很好的技术,为车削硬化不锈钢使用涂层硬质合金切割工具,切割参数高达170m/min切割速度和0.24mm/转速的饲料。
1、 介绍
在加工过程中使用切削液对降低温度和工件的润滑有显著作用,从而延长刀具寿命,提高表面质量。另一方面,众所周知,在机械加工中使用切削流体对环境、工人的健康和制造成本都有副作用。根据克洛克和艾森布拉特·[1]的数据,切割液体的成本约占总产量的17%。考虑到按工具计算只有4%,这个数字很大。还报告说,通过降低切削液[2]的处理成本,减少切削液的使用在经济上是有利的。切削液浓度从5%降低到3%可以延长工具寿命。由于在机械加工中使用流体需要解决的问题,研究人员一直在寻找减少其使用的选择。
最近,一种被称为微量润滑(MQL)的技术被开发出来,以合并干切割和湿切割的优点。MQL是一种利用压缩空气向切割区区域喷射少量切割液(约10-100ml/h)的技术。在提高刀具寿命、降低切割力和温度、提高表面质量方面,整体性能优于干转弯和常规湿转弯,有利于环境和经济[4,5]。它被用于加工各种工件材料,包括钢、铝合金和铬镍铁,使用硬质合金工具[6,7,10]。使用MQL,切削液可以深入到工具芯片和工具工件界面,从而取得积极的效果。
切削流体类型也是机械加工中的重要参数。Avila和Abrao[3]调查使用不同的切割液(两个乳剂和一个合成)相比干切时将硬化钢(49HRC)使用混合氧化铝工具,发现乳状液液体(没有矿物油)和干切产生更好的结果比合成液体和乳剂与矿物油。在本研究中,使用植物油作为切削液是一个值得关注的问题。植物油是MQL常用的切削液,因为其优越的润滑和高压性能[8]。植物油在许多应用的资源可再生性、生物降解性和性能效率方面具有环境友好的形象。它们在MQL中的应用已经有一些积极的结果被报道。Dhar等人[4]报道,使用植物油应用MQL技术比干切的切割力降低了5-15%。Khan等人[9]报道,MQL在使用植物油作为切削液加工AISI9310合金钢时,MQL提高了可加工性能。
本研究评价了使用蓖麻油作为切削液的MQL的性能。工件为硬化不锈钢48HRC。并将试验结果与干式切削的试验结果进行了比较。
2、 试验细节
机加工是在Alpha1350S数控车床上进行。刀具为WC-6%wCo基材,上面覆盖着PVDTiAlN涂层。该涂层硬质合金工具的ISO名称为CNMG120408,其鼻部半径上的雨刮器几何形状为0.8毫米。它被安装在一个右工具架上,ISO指定为MCLNR1616H12,给予-5˚侧和后耙角,5˚侧和末端切边角和0˚浮雕角。工件为AISI420不锈钢棒,硬度为47-48HRC。据制造商通知,该工件的化学成分分别为0.38%C、0.9%Si、0.5%Mn、13.6%Cr和0.3%V。切削参数为切削速度为100、135和170m/min,进料速率为0.16、0.2和0.24mm/rev,切削深度不变为0.2mm。参数的选择是基于作者之前使用碳化合金工具[11]转动硬火钢的工作。MQL的切割液流速和气压分别为50ml/h和5bar。蓖麻油被用作切削液。作为对照,还进行了相同参数的干切削。
测量的响应是刀具寿命、表面粗糙度和切割力。刀具寿命标准设置为最大侧翼磨损0.12mm,或刀具断裂(灾难性故障),或机加工工件的表面粗糙度超过1.6µm。使用数字显微镜(Zeiss,Stemi200-C型)测量工具的磨损情况。在每个预设的切割时间进行测量,直到刀具磨损达到刀具寿命标准。测量时没有将工具从支架上移出,以避免偏差误差。使用MitutoyoSJ-301测量表面粗糙度,设置为截止长度为0.8mm。测量了机加工表面不同部位的表面粗糙度,并在刀具寿命结束时取平均值。使用连接到数控车床的动态计(Kistler9265B,3轴)测量了切削力的三个分量。测量每个刀具的力,并在刀具寿命结束时取平均值。
3、 结果和讨论
本研究中测量的干式切削加工响应(表1)与我们之前的研究趋势相同(kurniawanetal.[11])。增加切削速度和进料量会降低刀具的使用寿命。在表面粗糙度方面,随着切削速度和进料速度的增加,表面粗糙度略有增加。这与之前的研究不同,之前研究发现任何材料去除率的表面粗糙度都没有变化。这种变化很可能是由于进料在理论上对表面韧性有直接的影响。对于切削力,切向力是所有力方向中最大的。如预期的那样,作用力随着切削速度和进料量的增加而增加。
3.1 刀具寿命
表1和图1显示了在干燥和MQL技术下的实验中记录的刀具寿命结果。一般来说,在低切削速度和进料速率(100m/min,0.16mm/升)下刀具寿命最长,在高切削速度和高进料速率(170m/min,0.24mm/升)下刀具寿命最短。在刀具寿命方面,当使用MQL时,切削速度和进料的增加降低了刀具寿命。与预期的一样,干旱和洪水砍伐的影响趋势相似。
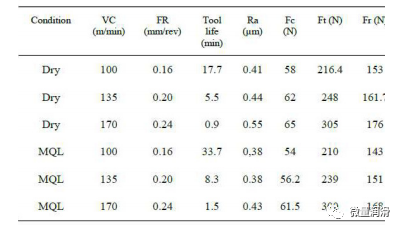
表1。干式切割和MQL在刀具寿命、表面粗糙度和切割力方面的结果

与干式切削相比,该技术能够提高涂层硬质合金刀具的刀具寿命。这是由于切割区域产生的热量减少,以及工件和刀具尖端之间的摩擦减少。使用MQL的刀具寿命比干式加工下的刀具寿命增加两倍。在干切、水切和MQL条件下,将硬化钢(AISI4340)转速为46HRC,速度高达120m/min的效果与[10]的报告相似。他们的结果表明,与其他条件相比,MQL在更长的刀具寿命和更低的切割温度和力方面具有更好的性能。认为植物油切削液油的润滑作用实现了这一改进干切。采用MQL技术的切削液能够深入工具-芯片和工具-工件界面,支持涂层硬质合金刀具,在高切削条件下表现更好,提高刀具寿命。然而,在MQL下的加工似乎受到切割温度的限制,因为在高速下,油雾的影响会蒸发。
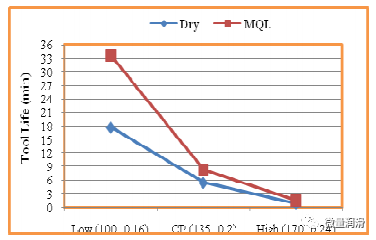
图1。干切削和MQL条件下刀具寿命与切割速度和进料速率
3.2 表面光洁度
精确量化表面完整性的典型技术之一是表面光洁度测量,它被认为是转动零件表面质量的一个指标。科斯特纳[13]报告说,雨刷器的几何形状提供了复制进给值的能力,并实现了与传统工具相同的表面光洁度。此外,与传统刀具相比,雨刮器刀具在恒定进给条件下改进了表面。Shaw[14]建议,精洁加工中的表面粗糙度值预计在0.75-1.5ȝm范围内。
图2显示了不同切削速度和进料速率下干切削和MQL表面粗糙度的比较。与干燥技术相比,MQL技术在提高表面粗糙度方面略有改善,这与之前报道的[15]技术的结果相似。这种轻微的改善可能是由于切削液的冷却功能的影响较小,而作为润滑剂的影响比作为冷却剂的作用更大。Ra值在高速下增加和饲料干燥和润滑剂,表面粗糙度的提高可以归因于材料转移到机加工表面[7]的减少。然而,也有报道称,应用MQL对使用涂层碳化物[25]旋转不锈钢时的表面粗糙度没有显著改善。
我们可以注意到,从结果来看,MQL提供的表面粗糙度略低于干切割。这可能是由于切割区的温度降低所致。在低切削速度和低进料速率(100m/min,0.16mm/rev)下,获得了较低的表面粗糙度。在刀具寿命结束时,表面粗糙度值往往较高,在高切削速度和高进料率(170m/min、0.24mm/rev)时粗糙值最高。
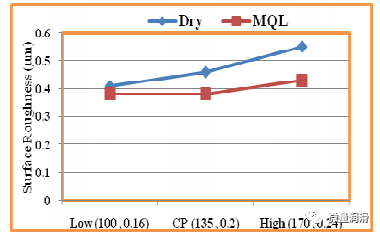
图2。干切削和MQL条件下表面粗糙度与切削速度和进料速率
3.3 切割力
在切削过程中产生的三个力作用于刀具,切向力称为主力和最大力,作用于切削面上的耙面。另外两个数值力是最小的力,即抵抗工具进给的进给力,以及在z轴方向[17]上推动工具远离工件的径向力。如表1所示,在高切割速度和进料时,力增加得更多。这与芯片截面的增加,进料的增加和芯片去除量的增加有关,使芯片形成[20]需要更多的力。在这种情况下,切割力应增加。
图3显示了干式切削和MQL技术在切削力方面的比较。结果表明,与干式切削相比,在MQL技术条件下产生的切削力略有降低。从结果中可以看出,由于干切削和MQL的灾难性故障,在高速和高进料速率(170m/mim,0.24mm/rev)下获得了最高的力。干切的进给力范围为58-65N,MQL为54N-61.5N,切向力为216.4N-305N,MQL为210N-300N,径向力为153N-176N,MQL为143N-168N。同时,切向力比径向力高1.47-1.79,比进给力高3.9-4.8。这些结果是由于工具和工件之间以及工具和芯片之间产生的高温的影响。Krishna等人[24]报道,当用硬质合金工具转动AISI1040钢时,随着干燥时切割速度的增加,使用润滑油的冷却剂略有增加,切割力基本保持不变。Panzera等人,[22]报道,随着进料和切割深度的增加,切割力略有降低。在干湿硬转弯条件下,进料速率对切削力的影响较小,而切削速度对车削时的切削力的影响很小。与干燥相比,切削液对顺利加工具有显著效果。当刀具仍然新鲜时,所产生的切割力较低,而且往往随着刀具的磨损而较高。
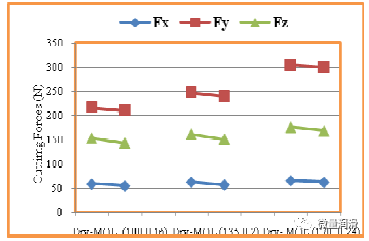
图3。干切削和MQL条件下的切割力与切割速度和进料速率的关系
4、 结论
硬化的AISI420不锈钢(硬度为46-48HRC)在不同的切割速度和进料下使用雨刮涂层碳质物刀具进行干燥和MQL技术的加工。结果表明,在车削过程中使用少量50ml/h的润滑剂比干切削能产生更好的效果,特别是在较长的刀具寿命方面。表面粗糙度和切削力略有增强,这是由于切削区区域的切削温度的降低。MQL可以是一种很好的技术,使用涂层硬质合金切割工具,高达170m/min和0.24mm/rev。然而,在MQL下的加工似乎受到切割温度的限制,因为在高速下,油雾的影响会蒸发。







在线留言