北京培峰技术有限责任公司官方网站!
英文站



新闻中心
微量就足够
访问量:
69
微量润滑量在加工过程中变得越来越普遍,因为它既可持续又环保,同时又提高了生产率并降低了成本。
培峰自己制造微量润滑(MQL),并且还通过其猛可敌、利奥、威普系列开发了多种的MQL解决方案组合。机械工厂通过引入MQL而获得了显着的好处,包括显着降低了油耗和提高了机械加工的生产率。
西班牙HRE Hydraulic S.L.公司专门做了试验
测试参数
测试旨在比较不同润滑条件下的加工性能,刀具切削力,刀具磨损和刀具温度的影响以及干式加工(无润滑),使用冷却系统的湿式加工以及MQL内部和外部的总成本润滑。

图1:加工中心IBARMIA ZV 25 25 / U600 EXTREME
摘要
微量润滑对于提供生产性,成本效益高和环保的机加工工艺越来越重要。随着降低生产成本的压力越来越大,测试表明,与湿式加工工艺相比,微量润滑MQL可以将总拥有成本降低一半。
被选作基本试验台的机床是IBARMIA ZV 25加工中心(图1)。
选择的测试材料是双相不锈钢1.4462,工件尺寸为400 mm x 90 mm的坯料。工具是带有四个排屑槽的Kendu 3203.57(Z4)铣刀,用外喷或干式加工测试,并且使用相同类型的铣刀,但针对内部通道进行了修改。
选择了两种类型的润滑剂。对于使用冷却剂的润湿过程,将浓度为7%的可溶性油Houghton HOCUT B-750以2.3 MPa(23 bar)的压力从外部提供给机床。对于内喷MQL和外喷MQL,使用了微量润滑专用润滑剂。该过程的设置如下:
参数:
转速2,228 r / min
切割速度70 m / min
每边进给0.05毫米/边
切割深度8毫米
切割宽度4毫米
在每种情况下,都对两个工具进行了重复测试,并获得了能耗和工具寿命的测量值。

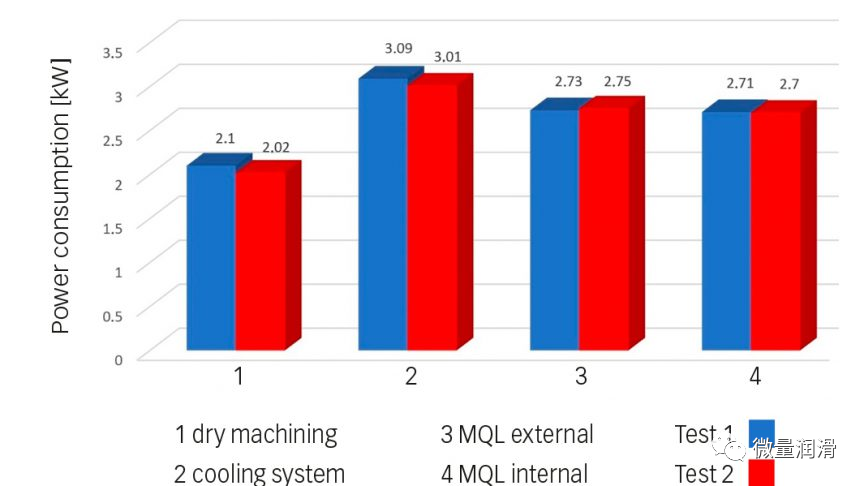
图2:两次试验机加工过程中的功耗。
结果
使用连接到电源的FlukeView 435功率计测量能耗。它记录了机器的输入功率,每相消耗的功率以及总功率(图2)。
对使用不同润滑技术的刀具寿命进行了比较分析。作为使用寿命终止的标准,该工具的唇部磨损(侧面磨损值VB)低于0.3毫米。侧面磨损值(VB)通过立体显微镜以10遍的间隔在工具唇的侧面测量。
在干式加工测试中,短时间后工具被损坏。
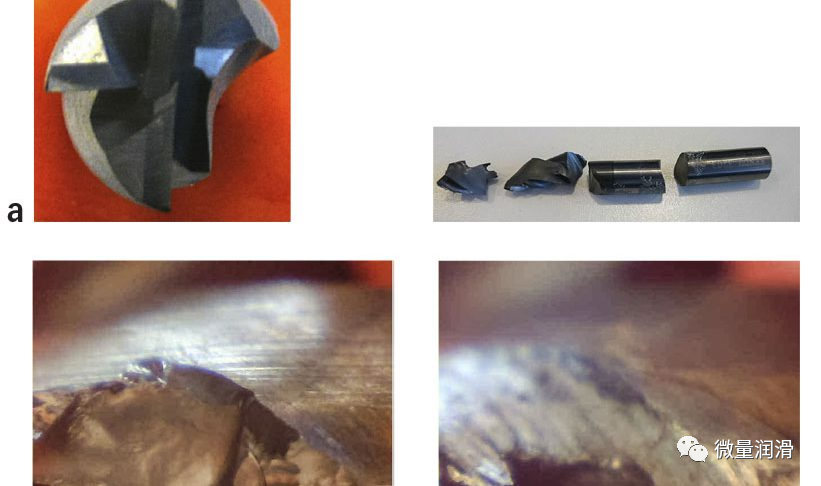
图3:使用冷却液切削液进行机加工测试的立铣刀爆裂图像;上部:a)第一次试验中的铣刀;下:b)在第二次试验中使用铣刀。
图3显示了在使用冷却剂进行的两个实验测试中切削工具的状态。
在试验1(图3a)的情况下,右图显示了长度为32 m的机械刨花后刀具断裂的状态。在左图中,凹槽之一的破裂被认为是造成灾难性工具损坏的原因。
在试验2的情况下(图3b),图像显示边缘的断裂不太明显。但是,工具尖端上出现碎屑的现象表明,在切割过程中未对工具进行适当的润滑,这会导致局部张力和铣刀切削刃材料的剥落。
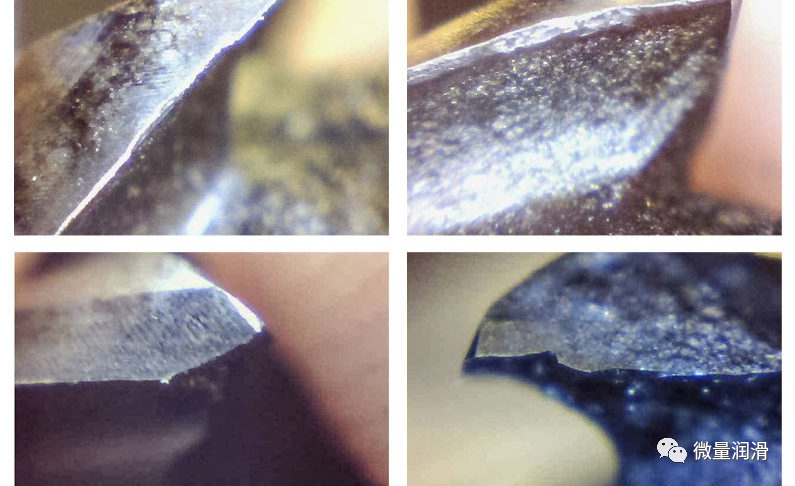
图4:使用外喷MQL作为润滑方法进行机加工测试的立铣刀爆裂图像;上部:a)第一次试验中的铣刀;下:b)在第二次试验中使用铣刀。
图4显示了使用外喷MQL进行的两次实验测试中切削工具的状态。对于这些测试,与使用切削液进行加工的情况相比,刀具的边缘更加渐进。
在试验1的情况下(图4a),图像显示工具分离面上的磨损。
在试验2的情况下(图4b),图像显示铣削刀具在刀头处断裂,从而在刀刃端部产生断裂。
最后,在使用内喷MQL进行铣削测试的情况下,结果显示,切削刃的磨损比使用冷却剂进行加工和使用外喷MQL进行的切削加工更为渐进,而在两次内喷MQL加工测试中均未发生切削失败。
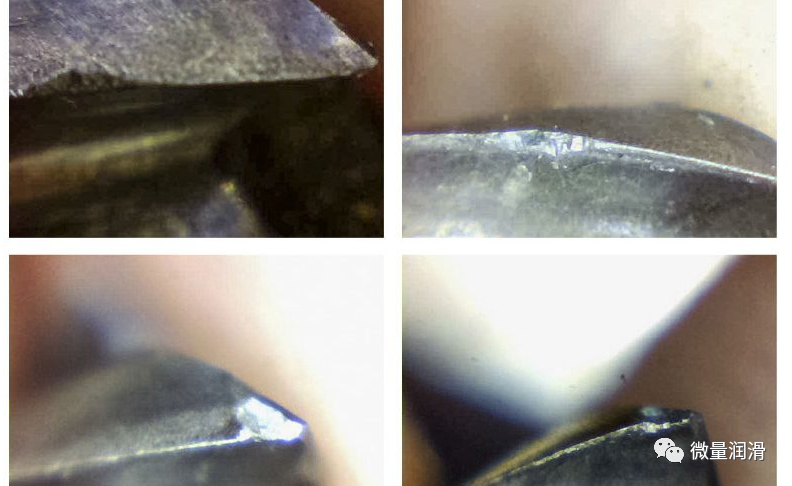
图5:使用内喷MQL作为润滑方法进行机加工测试的立铣刀爆裂图像;上部:a)第一次试验中的铣刀;下:b)在第二次试验中使用铣刀。
在试验1(图5a)的情况下,边缘在通过深度的高度处磨损。
相反,在试验2的情况下(图5b),工具尖端会发生微破裂。
图6显示了根据所用润滑技术测试的每个切削刀具所获得的切屑长度。依次显示每种润滑技术在不同重复下获得的平均值。
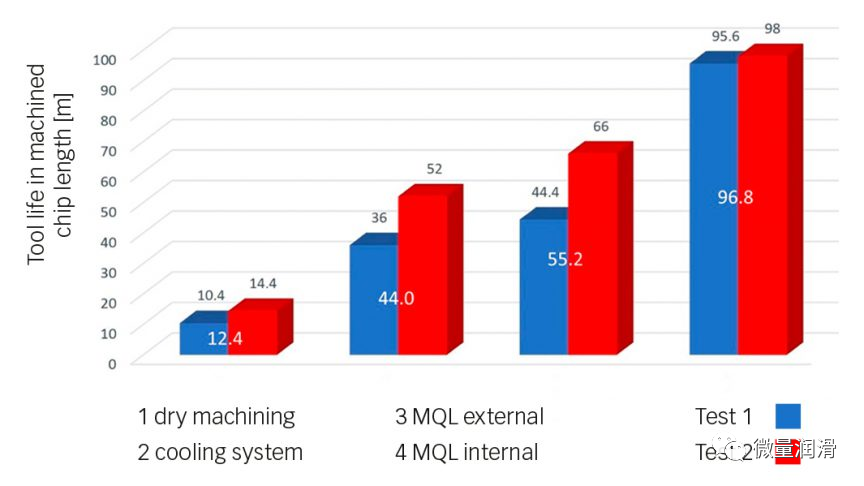
图6:不同润滑方法的刀具寿命(加工的切屑长度)。
测试结论
结果表明,使用内冷MQL技术可显著提高工具寿命,其中机械化切屑的长度明显高于其他两种润滑技术。
在对这四种方法进行计算之后,表1列出了总的操作成本(计算得出的去除1,000 cm3金属)。
它清楚地表明,通过使用微量润滑MQL可以降低总运营成本。使用内冷MQL,总成本不到湿加工的54%。
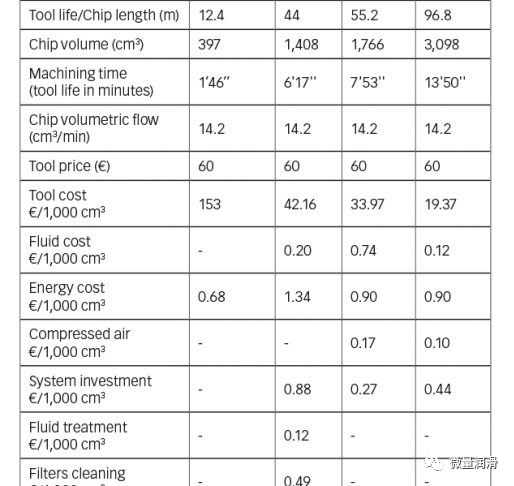
表1:总运营成本。
使MQL更上一层楼
对于MQL而言,使用小直径工具进行深孔钻削具有挑战性。但是,这是重要的加工过程。挑战在于,随着钻孔深度的增加,冷却管道中的背压也会增加。因此,由于进气口和气雾剂出口之间的压力差小,气雾剂的产生变得更加困难,这增加了工具损坏和报废的风险。这会导致不必要的高成本,特别是在使用高质量合金制成的工件上。培峰与多家生产厂家合作已经实现了40D倍径比的微量润滑钻孔,更深孔的微量润滑加工在尝试中。
工程师设定了一个目标,即改善直径(D)小于4毫米,深度大于25 x D的深孔钻探作业中的气溶胶供应。通过将进气口和气溶胶出口之间的压差的监控调节,使得多普赛MQL系统可以生成足够的气溶胶来润滑小直径工具的尖端。
与技术更复杂的两通道相比,培峰的自适应系统反应更快、更准确,可以在各种加工中心要求的节拍要求下自如地适应加工中心快速换刀的需求。Gühring公司采用先进的测量仪器来进行和评估测试。在特殊的GühringMQL试验台上进行喷雾和定量测试,并使用相机直观记录喷雾特性。
确认收益
使用更高入口压力例如1 MPa(10 bar)猛可敌和利奥产品均可以产生更有利于深孔钻井过程稳定性的气溶胶分布。录像记录提供了工具上精细,均匀的气溶胶排放的证据,这是高质量加工所必需的(图7)。这有利于良好地润湿加工区域,从而改善了刀具寿命和工件质量。

图7:猛可敌和利奥均匀的气溶胶输出
猛可敌和利奥的未来
自2002年以来,猛可敌和利奥系列微量润滑装置随着沈阳机床的专机广泛应用于国内各汽车厂家的发动机生产线上。许多机械加工生产工厂通过使用猛可敌和利奥MQL或者解决冷却液系统冬季结冰影响生产、夏季车间气味难闻问题,或者为了更加洁净的生产环境、更好的生产效益对现有机床加工中心进行改造,使得MQL在越来越多的应用中取得了成功。
MQL技术和产品应用正在快速发展。但是,加工性能不仅取决于MQL系统本身,还取决于机床,切削工具,加工材料,加工参数等。所有因素都必须一起调整和优化。因此,成功的应用需要强大的工程支持以及与其他技术合作伙伴的合作。这是MQL开发和成长的下一阶段的开始过程。







在线留言