北京培峰技术有限责任公司官方网站!
英文站



新闻中心
滚齿加工的微量润滑应用
访问量:
39
微量润滑的定义:
百度百科的描述如下:
微量润滑
编辑 锁定
本词条缺少名片图,补充相关内容使词条更完整,还能快速升级,赶紧来编辑吧!
微量润滑也叫做最小量润滑,英文为Minimal Quantity Lubrication(MQL),是一种金属加工的润滑方式,即半干式切削,指将压缩气体(空气、氮气、二氧化碳等)与极微量的润滑油混合汽化后,形成微米级的液滴,喷射到加工区进行有效润滑的一种切削加工方法。
中文名
微量润滑
外文名
Minimal Quantity
Lubrication
朋友网
最小量润滑
简 称
MQL
| 目录 |
1.定义
2.特点及优势
3.经济效益
4.环境效益
5.微量润滑冷却液及雾化
微量润滑定义
编辑
切削液的用量一般仅为0.03~0.2L/h(传统湿法切削的用量为20~100L/min),可有效减小刀具与工件、刀具与切屑之间的摩擦,防止粘结,延长刀具寿命,提高加工表面质量。微量润滑MQL适用范围广阔,国内外关于MQL的研究包含了几乎所有的切削工艺,如钻削、铣削、车削和磨削等。
编辑
微量润滑MQL技术融合了干式切削与传统湿式切削两者的优点:一方面,MQL将切削液的用量降低到极微量的程度,不仅显著降低切削液的使用成本,而且通过使用自然降解性高的合成酯类作为润滑剂,最大限度地降低了切削液对环境和人体的危害;另一方面,与干式切削相比,MQL由于引入了冷却润滑介质,使得切削过程的冷却润滑条件大大改善,刀具、工件和切屑之间的磨损显著减小,有助于降低切削力、切削温度和刀具的磨损。这种切削技术也称为半干式切削,在二十一世纪以绿色环保为主题的影响下有着很大前景。
具体优势及产生的效益[1]
微量润滑经济效益
1、微量润滑装置取代冷却液润滑系统后,可以省去切削液回收装置;
2、使用极其少量的润滑油,形象的说,一个班按8小时计算,所消耗的油量约为一次性杯子大小;
3、提升进给量,提高了工件加工生产效率,加工时间缩短约20-70%;
4、延长刀具寿命2—3倍;
5、提高了加工工件的表面精度;
6、 多普赛微量润滑装置的动力全部来源于加工现场的压缩空气,无电力损耗,对于大型的生产线来说,仅这一项就可以为用户节省一笔不菲的开支。
微量润滑环境效益
微量润滑装置取代冷却液润滑系统后,不再有废液的排放,符合国家提倡的节能、降耗、减排的要求,实现对环境的友好,您再也不用为对环境不友好所引发的各种社会问题而担忧。
微量润滑微量润滑冷却液及雾化
编辑
为了尽量减小对环境和人体的影响,MQL中使用的润滑油,不能再采用那些含有大量有毒添加剂成分的传统切削液,作为MQL切削加工用切削液,其绿色润滑剂的基础油主要是植物性切削油如瑞安勃的植物油基切削油。微量润滑油必需要可生物降解性高而且对人体也不能造成伤害,要求润滑剂有很好的渗透性和表面附着系数,具有超级的润滑性,需要优良的极压性能。
此外,润滑油雾中油滴颗粒的大小和聚集度对加工区刀具和工件接触表面的润滑效果有影响。油滴大小的影响因素一般包括压缩空气的压力、润滑油用量和喷嘴距离。在同等气压下,随着润滑油用量和喷嘴距离的增加,油滴变大,速度减小。在润滑油用量相等时,随着气压的增大,液滴变小,速度增大。因此,颗粒较大的油滴速度低,在传输中由于自身重力更容易发生偏离,导致加工区不能充分供油,影响润滑效果。
通常油滴的粒径一般控制在2μm以下。油滴颗粒的聚集度主要依赖于润滑油的用量和性质、压缩空气的用量、以及喷嘴的结构。
滚齿加工现状
切削液在加工过程中被广泛使用,以期获得更长的刀具寿命、更好的表面、更小的切削力,尽管有上述优点,但不想在加工中使用切削液成为越来越频繁的意愿,高企的采购和维护费用、环境问题、于人体健康有害是切削液的主要缺点,另一方面干切削常常因为高切削温度而受到局限,温度是导致刀具寿命明显缩短以及一些材料无法使用干加工的主要因素。
切削液加工或干加工的缺点能在采用微量润滑技术后得到显著改善,微量润滑就是将油雾直接施加到切削区,流量不大于50毫升/小时,带给操作工更好的工作环境,使用良好的通风设备时对环境的冲击更小,因此从商业和生态上来说,微量润滑是更有竞争力的。
调查显示一些状态下微量润滑加工与传统切削液加工类似,比干切削好很多,微量润滑保证了刀具和工件界面的有效润滑,与切削液加工比较因缺乏冷却而导致切削温度升高进而降低刀具寿命的情况降低了。
滚齿加工是齿轮制造非常普遍的加工方法,但尚无采用微量润滑进行准干式加工的案例数据,滚齿加工在切屑形成、切刃负荷和不均衡磨耗方面与其它机械加工不同,因而无法借鉴那些加工数据来说明滚齿加工情况。本文试图去研究清楚切削液供应模式对滚齿加工的影响。
刀具寿命测试以定期检查刀具侧面磨损为主,切削力检查则以比较不同的冷却方式为主。
测试时:
切削深度ap =6.6 mm
轴向进给f = 0.5mm/转
切削速度vc = 34 m/min.
切削力检查情况:

刀具磨损情况
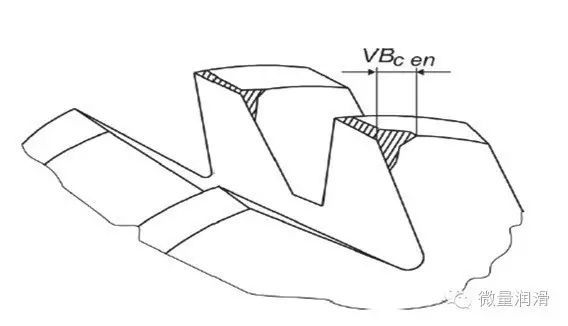
磨损情况照片

当齿坯是45#钢时,滚刀磨损情况记录如下:
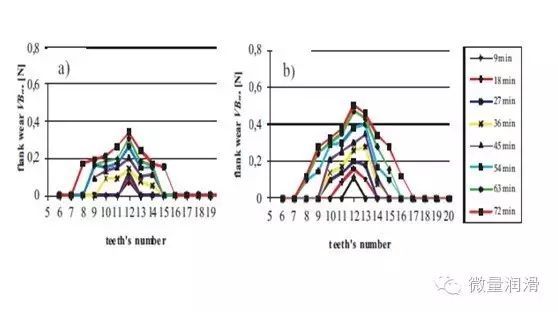
a) 切削液加工时 b) 微量润滑加工时
当齿坯是42CrMo4时,滚刀磨损情况记录如下:
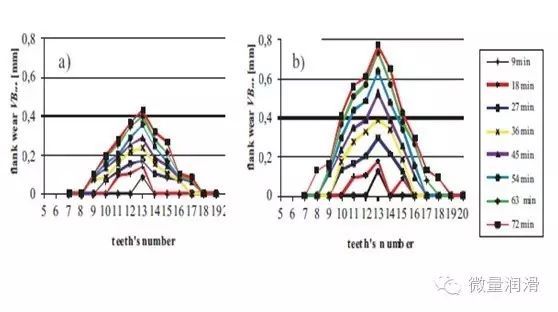
a) 切削液加工时 b) 微量润滑加工时
从图中可以看出,磨损随加工时间延长而增加,对上述齿坯材料切削液加工时磨损低于微量润滑加工时,加工45#钢时最大磨损是0.36毫米而加工42CrMo4钢时最大磨损是0.5毫米
刀具磨损VBcen的对比(红线是微量润滑,绿线是切削液)

a) 45#钢 b).42CrMo4钢
图a显示两磨损曲线斜率基本一致,表明微量润滑的润滑效果足够好以保持切削温度不过高,因此也无额外的磨损。而采用微量润滑加工42CrMo4钢时刀具磨损显著增长,说明对刀具/工件界面的润滑不够。
切削力记录比对:
a) 45#钢 b) 42CrMo4钢
切削力记录显示切削液微量润滑加工45#钢时切削力变化不大,而加工42CrMo4钢时变化明显。
采用微量润滑进行滚齿加工是完全可行的,但与齿坯材料的关联性研究、喷嘴设置的数量和方向、不同压缩空气压力、不同微量润滑剂、不同微量润滑剂流量对滚齿加工的研究尚需要更多的试验。微量润滑方法不同对滚刀磨损、加工表面的影响也需要予以关注。







在线留言